Plaatwerk buigen
Buigen is het omvormen van plaatwerk door de gevolgen van een kracht die gelijkmatig op een bepaalde lengte van het materiaal inwerkt.
Deze kracht wordt ook wel een buigmoment genoemd. Buigen is een veelgebruikte methode om een vlakke plaat om te zetten naar een 3D contour.

Wat is een buigmoment?
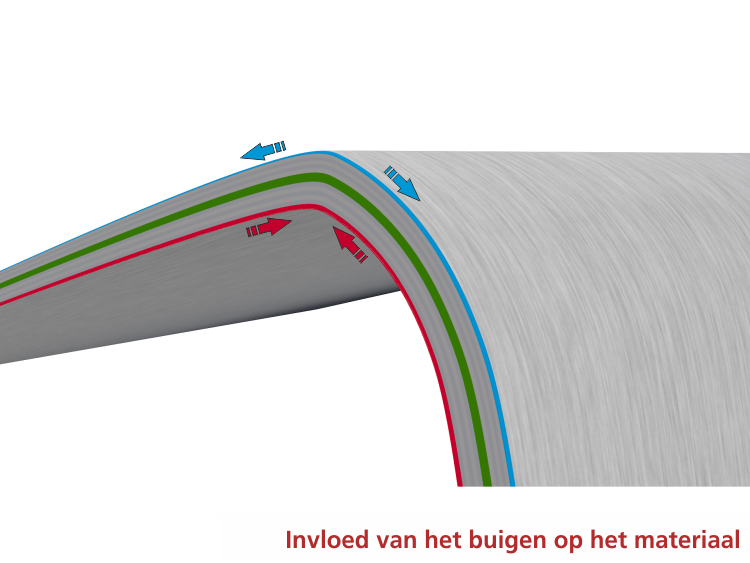
Een buigmoment ontstaat wanneer op een plaat een drukkracht én een trekkracht worden toegepast.
De combinatie van druk- en trekkracht wordt een krachtkoppel genoemd. Het krachtkoppel moet sterker zijn dan de elastische weerstand van het materiaal. Dan zal het materiaal blijvend vervormen. Het buigmoment zorgt voor de vervorming die we buiging noemen.
Elastische vs. plastische vervorming
Om plaatwerk te buigen, is de nodige kennis over de statische belastbaarheid van verschillende metalen vereist.
Ieder materiaal is anders belastbaar en reageert verschillend op de krachtinwerking. Gemeenschappelijk hebben alle metalen de eigenschap zowel elastisch als plastisch te vervormen. Deze fasen treden, afhankelijk van materiaalsoort en -sterkte, bij verschillende spanningsniveaus op.
Zodra de bovenste vloeigrens overschreden wordt, treedt er een dislocatie op in de kristalstructuur van het metaal en veranderen de kristallen van positie binnen deze structuur. De plastische vervorming die dan optreedt, laat zich niet meer ongedaan maken en het plaatwerk is op deze manier blijvend vervormd.
De vloeigrens valt in de praktijk vaak samen met de rekgrens.
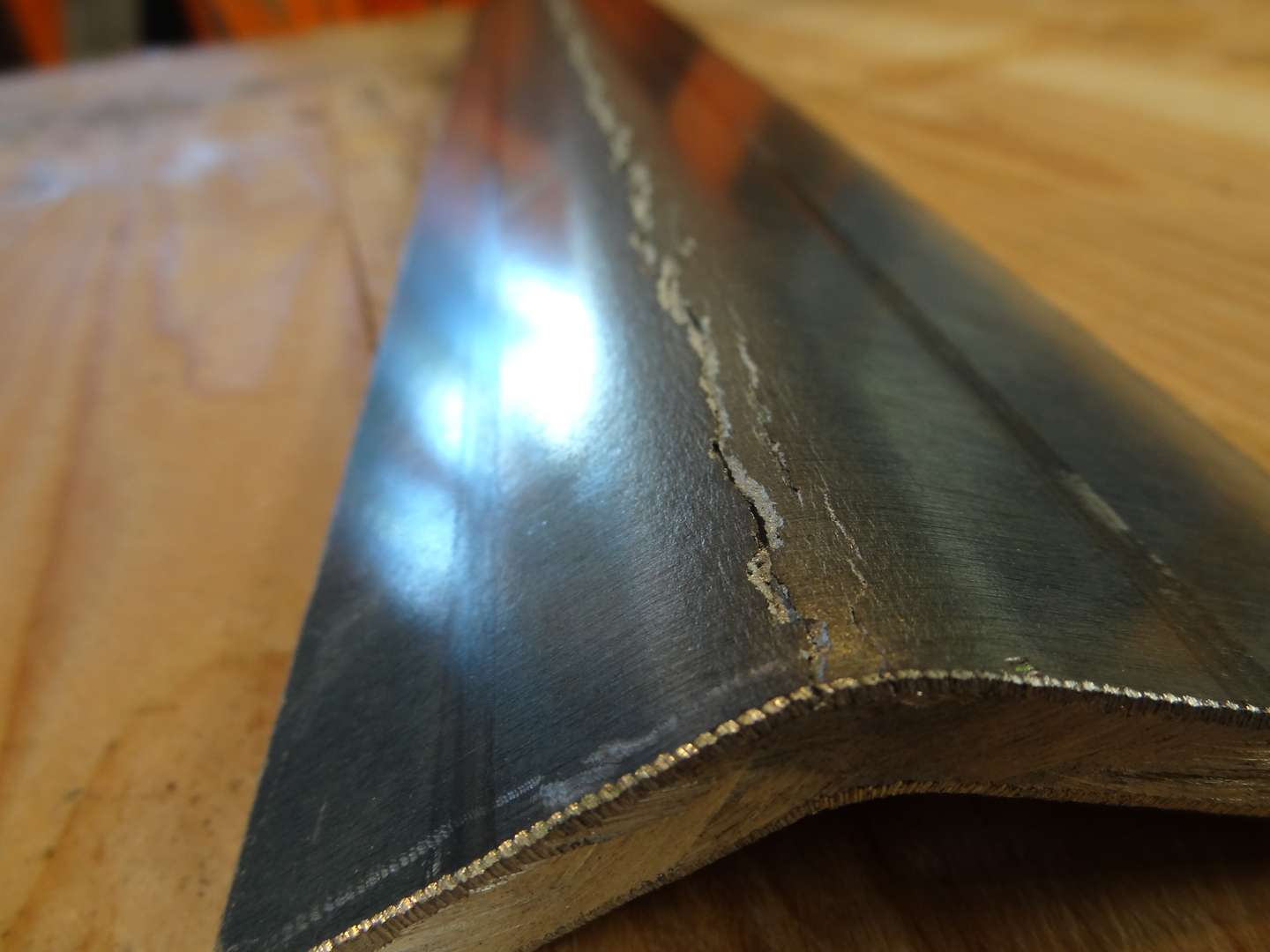
Het is echter essentieel om te weten dat de treksterkte niet overschreden mag worden. Bij deze maximale mechanische spanning zal het materiaal beschadigen, scheuren of breken.
Lees ons artikel over het spanning-rekdiagram om dieper in dit thema te duiken.
Een plaat buigen met behulp van het krachtkoppel
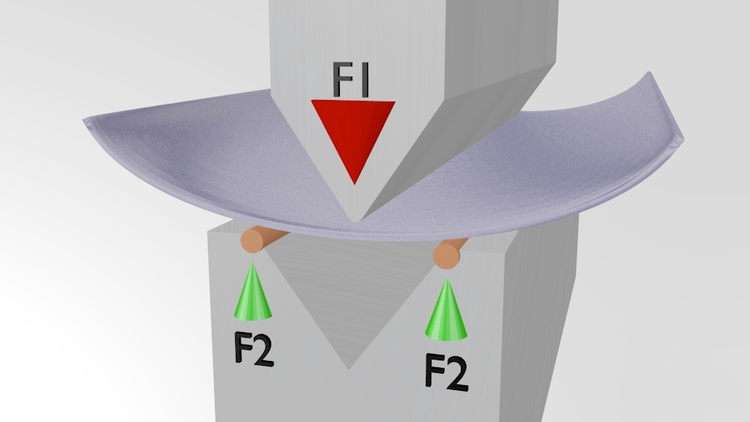
Met behulp van een kantbank wordt het bovenste gereedschap met een bepaalde kracht (F1) op de plaat gedrukt. Met dezelfde kracht (F2), maar in tegengestelde richting, werken de contactpunten van de matrijs de perskracht tegen.
De combinatie van twee gelijke krachten, die parallel, maar in tegengestelde richting werken, vormen een krachtkoppel.
De sterkte van het buigmoment bepaalt de mate van vervorming. In het elastische gedeelte zal de plaat weer terugkeren naar zijn oorspronkelijke staat.
Om de gewenste vorm te behouden, moet de plaat plastisch vervormd worden. Dit kan bereikt worden door een grotere perskracht te gebruiken.
Factoren die het buigen beïnvloeden
In onze fabriek gebruiken wij de plaatbewerkingstechnieken kanten en walsen voor het buigen van plaatwerk. Onze machines zijn computergestuurd. Met het invoeren van de materiaalsoort, de zetlengte en de plaatdikte berekent de machine zelf alle instellingen voor het buigproces.
Alle zetprogramma's worden opgeslagen en zijn op een later tijdstip opnieuw op te roepen. Daardoor kunnen wij een hoge mate van repeteerbaarheid behalen, vandaag, volgende week én volgend jaar.
Er zijn een aantal factoren waar vooraf kennis van genomen kan worden:
- De materiaalsoort
- De lengte van de zetlijn
- De terugvering van de zetting
- De minimale buigradius
Materiaalsoort
Deze vraag is van groot belang voor het plaat buigen, omdat ieder materiaal anders belastbaar is met betrekking tot de rekgrens en de treksterkte. Ook de chemische samenstelling van het materiaal is belangrijk, omdat de mechanische belastbaarheid zich, door het toevoegen van legeringselementen, duidelijk laat beïnvloeden.
In dit artikel lees je meer over de mechanische eigenschappen van metaalsoorten.
Lengte van de zetlijn
Voor het bepalen van de zetkracht (perskracht) is de zetlengte van groot belang. Dit laat zich het beste uitleggen aan de hand van een voorbeeld:
Om een 10 mm plaat van twee meter S235 staal te buigen, is een matrijs met een opening van 80 mm en een perskracht van 131,35 ton nodig. Deze perskracht stijgt evenredig met de zetlengte en bedraagt ruim 1050 ton bij een zetlengte van 16 meter, de maximale zetlengte bij ons zusterbedrijf Rime.
Bekijk hier de rekentool die wij hebben ontwikkeld om de benodigde buigkracht te berekenen.
Terugveren van een zetting
Bij Tosec specifieert u zelf de hoek/radius waarin de plaat gebogen moet worden. De plaat laat zich met behulp van machines eenvoudig buigen, maar veert na het kanten/zetten altijd een klein stukje terug.
In de praktijk betekent dit, dat de plaat – verder dan gewenst – gebogen moet worden, om na het terugveren de perfecte maatvoering te krijgen. De plaat buigen in de gewenste hoek is voor ons geen probleem. Met het invoeren van de materiaalsoort, de zetlengte en de materiaalsterkte berekent de machine zelf de instellingen voor het buigproces.
Minimale buigradius
Voor het aanbrengen van de buigradius hebben wij een grote diversiteit aan gereedschappen om profielen van verschillende radii te voorzien. Vooral bij grotere plaatdiktes is een grotere radius verplicht, zodat het materiaal niet breekt of scheurt.
Lees hier ons uitgebreide artikel over de minimale buigradius.