Minimale buigradius
De minimale buigradius is de kleinst mogelijke buigradius van het materiaal, zonder dat er breuk- of scheurvorming optreedt.
De waarde is onder andere afhankelijk van de materiaalsoort en plaatdikte. Bij het buigen van plaatmateriaal is de minimale buigradius een bepalende factor.
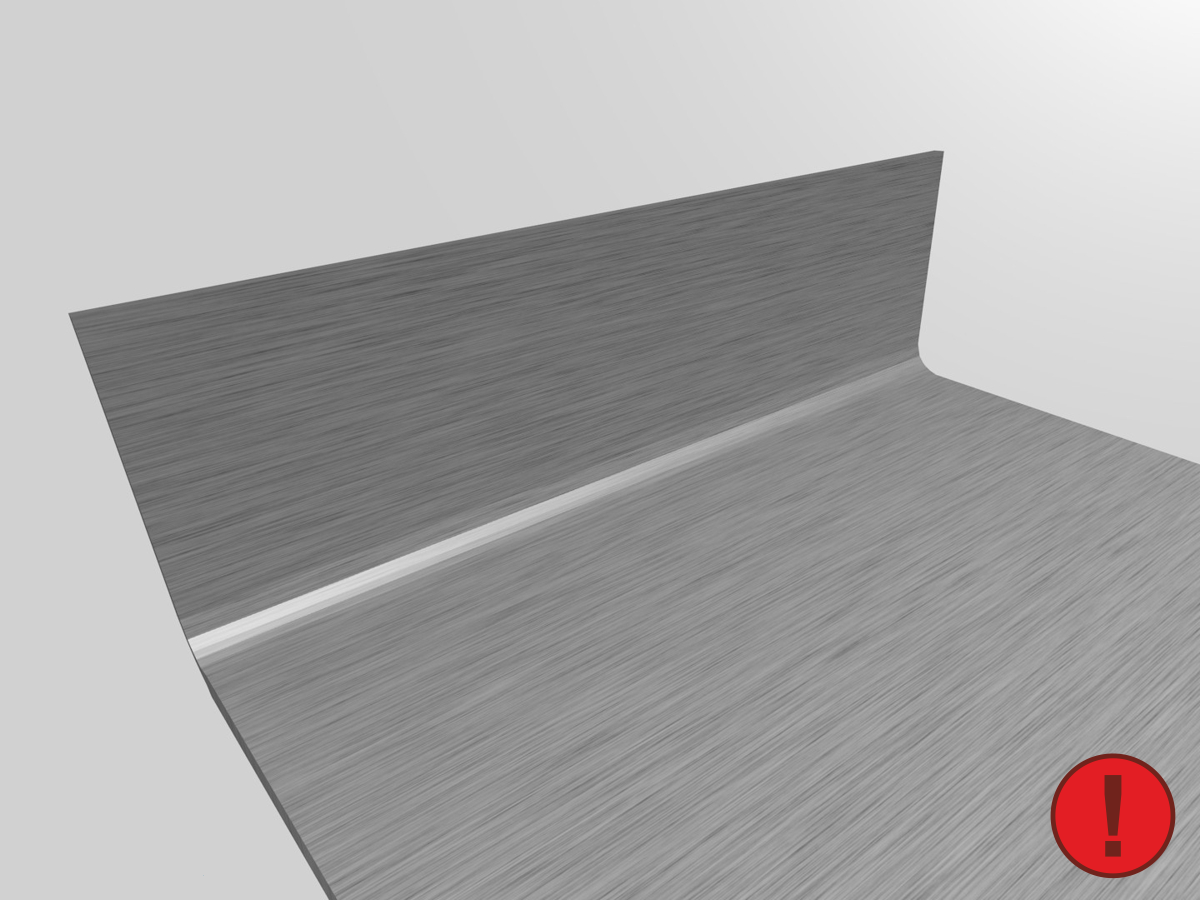
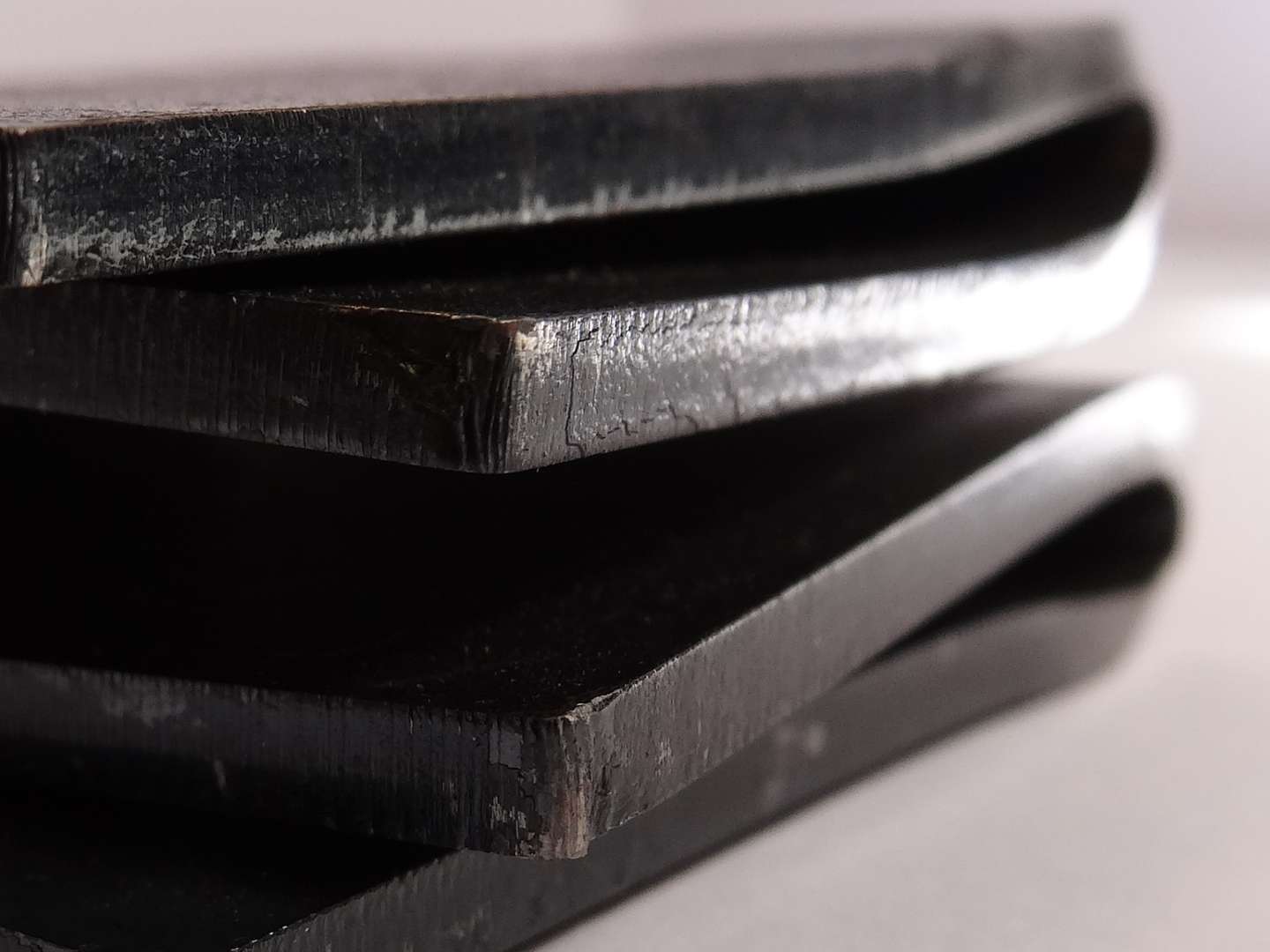
Om kwaliteitsverminderingen door rekken en stuiken te voorkomen, is er een ondergrens voor de minimale buigradius waaraan voldaan moet worden. Wordt deze grens overschreden dan zal dit leiden tot scheurvorming aan de buitenzijde. Ook bestaat het gevaar dat het werkstuk breekt.
De buigradius
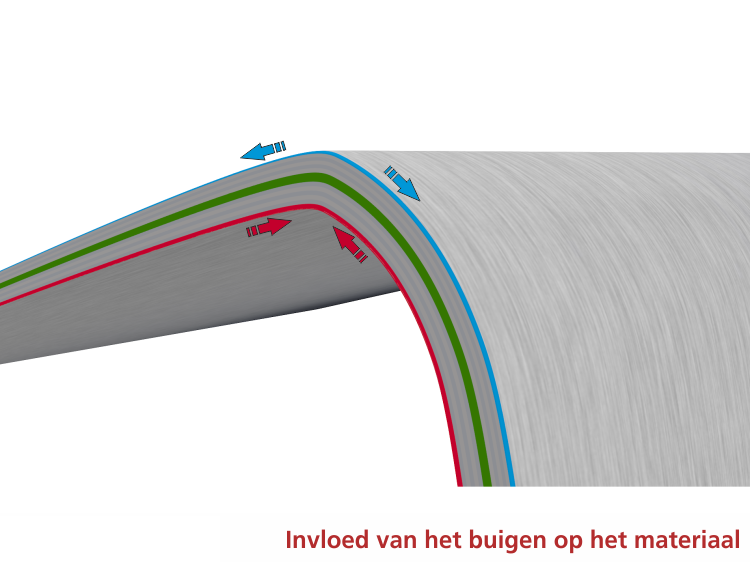
Tijdens buigen van vlakke platen zijn er diverse krachten die hun werk doen. De machine forceert het materiaal waardoor het materiaal zal rekken in de buitenbocht en zal stuiken in de binnenbocht.
In hoeverre dit zicht voordoet is afhankelijk van de radius die aangebracht wordt en de materiaalsoort.
Rekken:
Tijdens de buigbewerking worden de buitenste vezels (blauw) oftewel de buitenzijde van het gebogen deel uitgerekt.
Stuiken:
De binnenste vezels (rood) – dus de binnenzijde van het zetwerk – worden in elkaar gedrukt - gestuikt -.
Neutrale lijn:
Tussen de binnenzijde en buitenzijde ligt de neutrale lijn, die in het figuur groen is gemarkeerd. Op deze plek wordt het materiaal noch gestrekt, noch gestuikt. De neutrale lijn ligt exact over de punten waarin strekken overgaat in stuiken.
De binnenradius (Ri) is de radius die na het buigproces aan de binnenzijde van het buiging gemeten wordt. Op de plaats van de buiging neemt de materiaalsterkte af. De minimale buigradius is belangrijk omdat – wanneer deze waarde word overschreden – het materiaal kan scheuren of breken. Over het algemeen geldt het volgende:
Bij een toenemende buigradius, zal de kans op breuk en afname van sterkteverlies afnemen. Daar staat tegenover dat bij een kleinere buigradius bij dezelfde materiaalsoort en plaatdikte, de kans op breuk toeneemt en het sterkteverlies zal toenemen.
Met de k-factor bereken je hoever de neutrale lijn af ligt van het midden van de te buigen plaat of strip. De k-factor is een onderdeel van de berekening van de uitslag.
De minimale buigradius bepalen
Voor het bepalen van de minimale buigradius zijn verschillende factoren van belang:
- Plaatdikte
- Materiaalsoort
- De walsrichting
- Buigsnelheid
- De gebruikte gereedschappen
- De gebruikte machine
- De gebruikte buigtechniek
Omrekenfactor
| Materiaalsoort | Plaatdikte | Omrekenfactor minimale binnenradius | Opmerking |
|---|---|---|---|
| Aluminium | 1 t/m 10 mm | Ri = 1,5 x plaatdikte | |
| > 10 t/m 20 mm | Ri = 2,0 x plaatdikte | ||
| RVS | 1 - 20 mm | Ri = 1,75 x plaatdikte | |
| Constructiestaal S235 | 1 - 3 mm | Ri = 1,0 x plaatdikte | |
| > 3 - 7 mm | Ri = 1,5 x plaatdikte | ||
| > 7 mm | Ri = 2,0 x plaatdikte | ||
| Constructiestaal S355 | 1 - 5 mm | Ri = 1,5 x plaatdikte | |
| > 5 - 12 mm | Ri = 2,0 x plaatdikte | ||
| > 12 mm | Ri = 2,5 x plaatdikte | ||
| Strenx 700 MC | 1 - 15 mm | Ri = 1,5 x plaatdikte | |
| 1 - 15 mm | Ri = 2,0 x plaatdikte | Parallel aan de walsrichting | |
| > 15 mm | Ri = 2,0 x plaatdikte | ||
| > 15 mm | Ri = 2,5 x plaatdikte | Parallel aan de walsrichting | |
| Hardox© Wear Plate 400 | 1 - 7 mm | Ri = 2,5 x plaatdikte | |
| 1 - 7 mm | Ri = 3,0 x plaatdikte | Parallel aan de walsrichting | |
| > 7 - 20 mm | Ri = 3,0 x plaatdikte | ||
| > 7 - 20 mm | Ri = 4,0 x plaatdikte | Parallel aan de walsrichting | |
| > 20 mm | Ri = 4,0 x plaatdikte | ||
| > 20 mm | Ri = 5,0 x plaatdikte | Parallel aan de walsrichting | |
| Hardox© Wear Plate 450 | 1 - 7 mm | Ri = 3,0 x plaatdikte | |
| 1 - 7 mm | Ri = 3,5 x plaatdikte | Parallel aan de walsrichting | |
| > 7 - 20 mm | Ri = 3,5 x plaatdikte | ||
| > 7 - 20 mm | Ri = 4,5 x plaatdikte | Parallel aan de walsrichting | |
| > 20 mm | Ri = 4,5 x plaatdikte | ||
| > 20 mm | Ri = 5,0 x plaatdikte | Parallel aan de walsrichting | |
| Hardox© Wear Plate 500 | 1 - 7 mm | Ri = 3,5 x plaatdikte | |
| 1 - 7 mm | Ri = 4,5 x plaatdikte | Parallel aan de walsrichting | |
| > 7 - 15 mm | Ri = 4,0 x plaatdikte | ||
| > 7 - 15 mm | Ri = 4,5 x plaatdikte | Parallel aan de walsrichting | |
| > 15 - 20 mm | Ri = 4,5 x plaatdikte | ||
| > 15 - 20 mm | Ri = 5,0 x plaatdikte | Parallel aan de walsrichting | |
| > 20 mm | Ri = 5,5 x plaatdikte | ||
| > 20 mm | Ri = 6,0 x plaatdikte | Parallel aan de walsrichting |
Sterkte, hardheid en de buigradius
Materialen met een hoge sterkte hebben ook vaak een hogere hardheid. Daarom is de minimale buigradius groter dan bij zachtere staalsoorten. Om de werkelijke minimale buigradius te bepalen, worden doorgaans proefzettingen uitgevoerd. De uitslagen van deze proefzettingen worden in tabellen opgeslagen. Deze informatie is in de voorbereidende fase en tijdens het buigen beschikbaar voor de plaatbewerker en werkvoorbereider.
Tosec heeft een eigen “BOM-module” (Buigen Op Maat) ontwikkelt om altijd de meest exacte praktijkwaarden te kunnen hanteren.
Heeft u vragen? Neem gerust contact met ons op, wij staan voor u klaar
Invloed van de walsrichting
De walsrichting is een van grote invloed op de minimale buigradius.
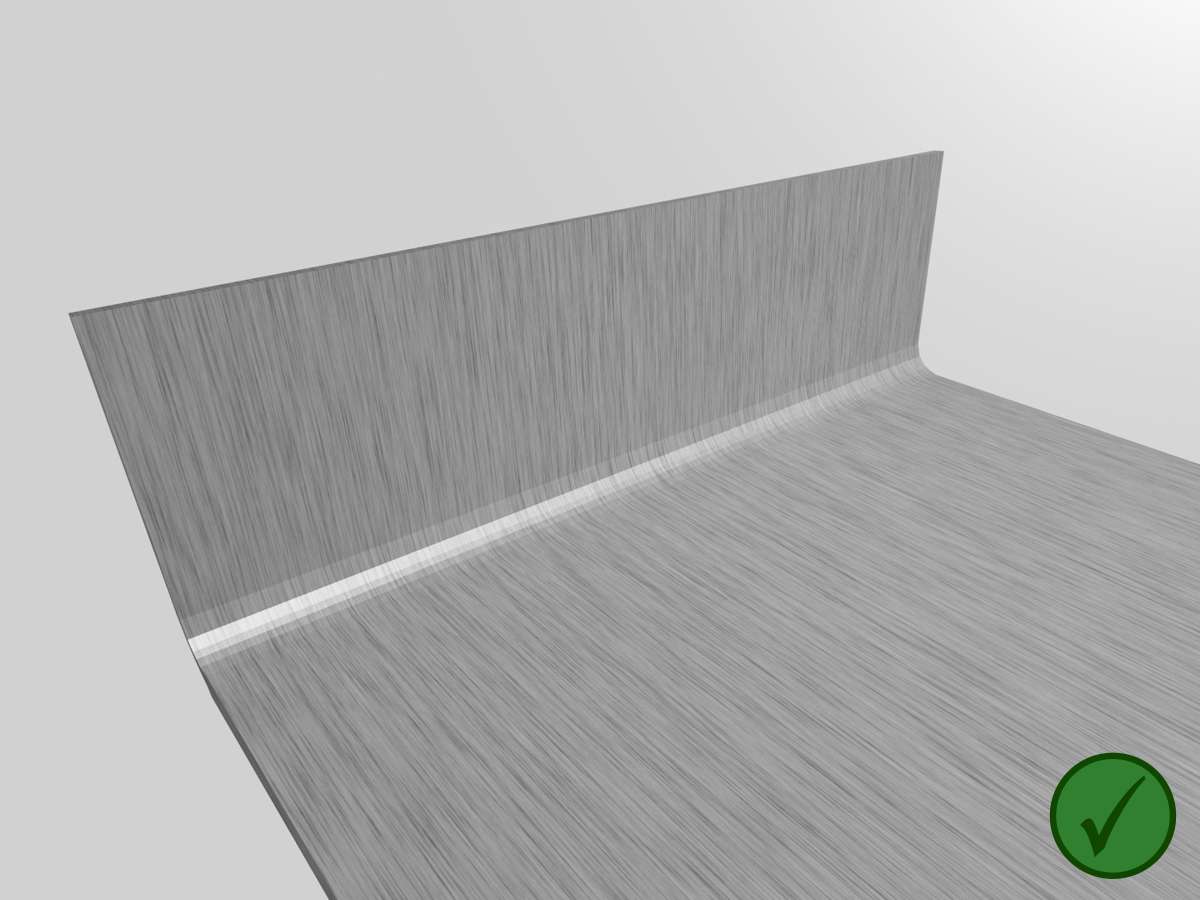
Door het uitrekken van het materiaal tijdens het walsen ontstaat een vezelachtige materiaalstructuur. De rek van de vezels vind altijd plaats in de walsrichting. Het gevolg van buigen parallel aan de walsrichting is dat er scheurvorming in het materiaal kan optreden. De minimale buigradius moet daarom groter zijn. Veel beter is het om de plaat te buigen haaks op de walsrichting. Hierdoor kan de minimale buigradius kleiner zijn.
Radius zetten en buigradius
Wij hebben een ruim aanbod aan kantbanken met een zetlengtes tussen 1.590 en 7.200 mm.
Op deze kantbanken kunnen wij door gebruik van radiusgereedschappen een zeer nauwkeurige binnenradius aanbrengen. Radiusstempels worden veel gebruikt wanneer zeer harde staalsoorten zoals bijvoorbeeld Hardox® wear plate gebogen moeten worden. Deze materialen hebben een hoge hardheid en zullen snel scheuren bij een te kleine radius.
Met onze radiusstempels zorgen wij ervoor dat de diverse materiaalsoorten, optimaal gebogen worden. Overeenkomstig hun specifieke eigenschappen, zonder dat de materiaal kwaliteit verloren gaat.
Voordat aan plaatwerk een radius aangebracht kan worden, moet eerst de minimale buigradius bekend zijn. De minimale buigradius is per materiaalsoort en plaatdikte verschillend. Vooraf bepaalde radii zijn bij veel toepassingen noodzakelijk, zowel vanuit visueel als constructief oogpunt. Met onze radiuswerktuigen kunnen wij een binnenradius met een tolerantie van 0,5 mm aanbrengen. Een zeer grote radius kunnen wij buigen door meerdere stapzettingen uit te voeren.

Terugveren van de plaat
Staal zal na het buigen altijd een klein beetje terugveren.
Om een werkstuk in de juiste hoek te buigen, wordt het staal in een iets scherpere hoek gebogen. Na het buigen zal het werkstuk licht terugveren. Door hier tijdens het buigen rekening mee te houden, zal het werkstuk aan de gewenste toleranties voldoen. Het terugveren kan met moderne CNC-kantbanken zeer goed gecompenseerd worden.
Het wordt kritisch wanneer een plaat exact op de minimale buigradius gebogen moet worden. Omdat de plaat iets zal terugveren moet de werkelijke radius nog kleiner zijn dan de theoretische buigradius. Daarom is de werkelijke minimale buigradius altijd iets groter dan de theoretisch kleinst mogelijke radius.
Bekijk ook
Buigkracht berekenen
Bereken de kracht die nodig is om een plaat te buigen bijvoorbeeld m.b.v. een kantbank.
Lees meerGat-afstand berekenen
Bereken eenvoudig en snel de minimale afstand van de rand van gaten tot aan de zetlijn om vervorming te voorkomen.
Lees meerLegeringselementen in staal
Door legeringselementen aan staal toe te voegen zijn de eigenschappen te beïnvloeden.
Lees meer