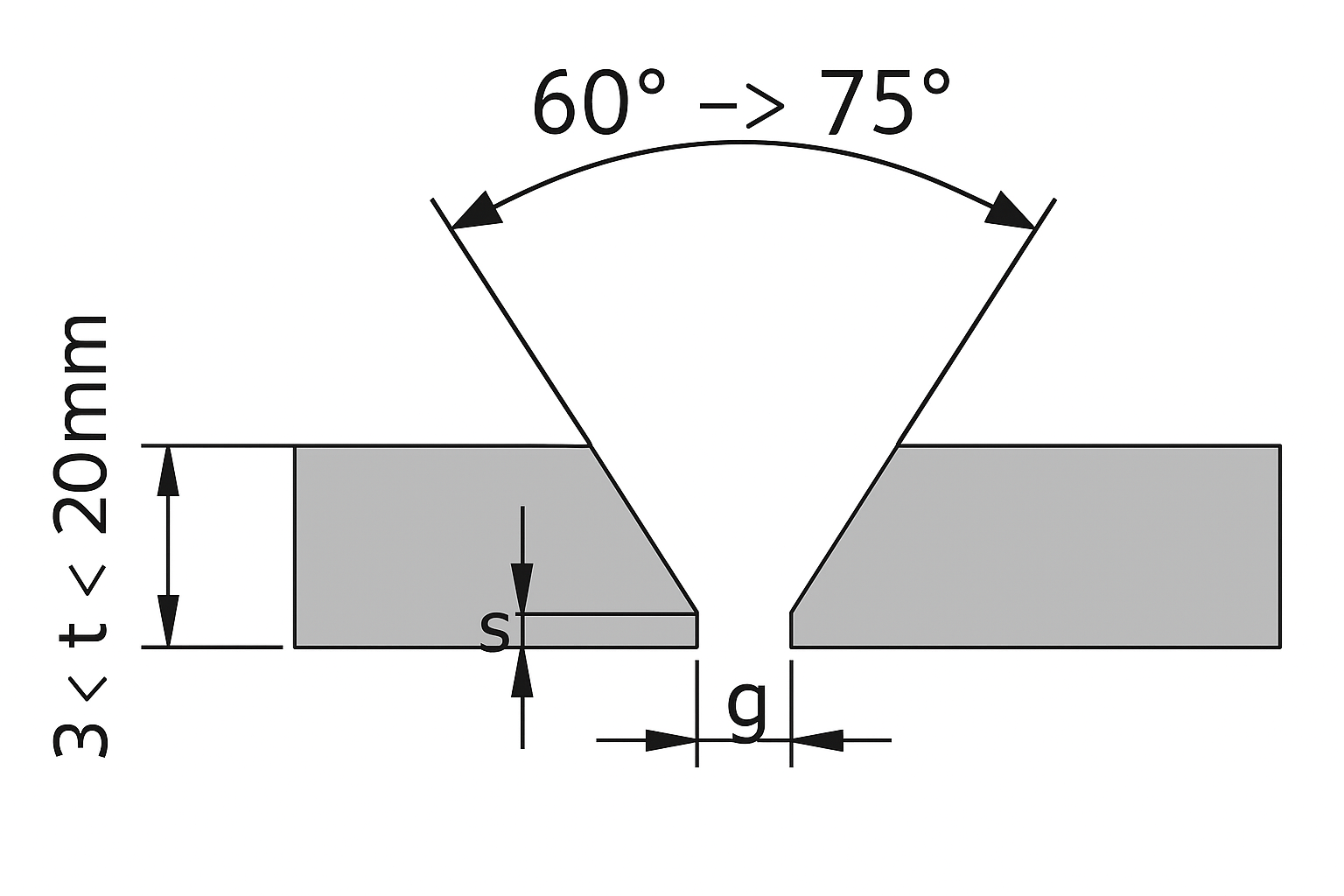
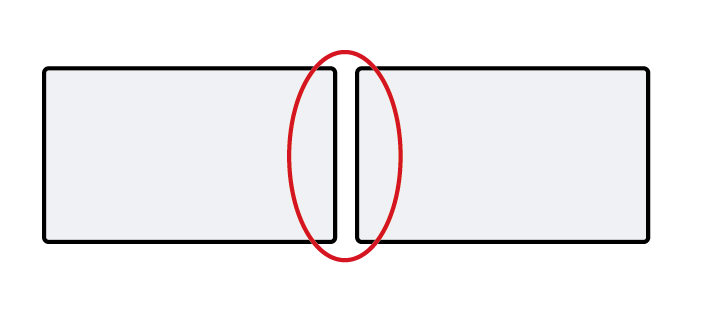
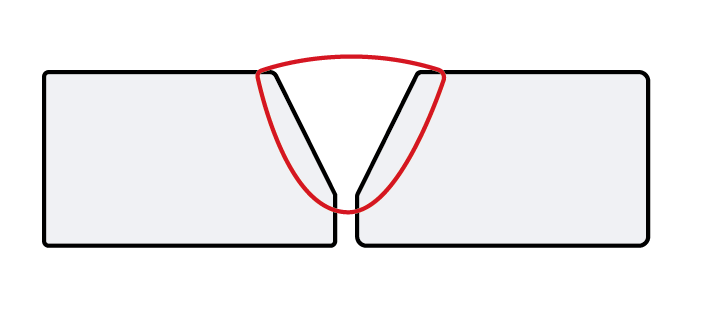
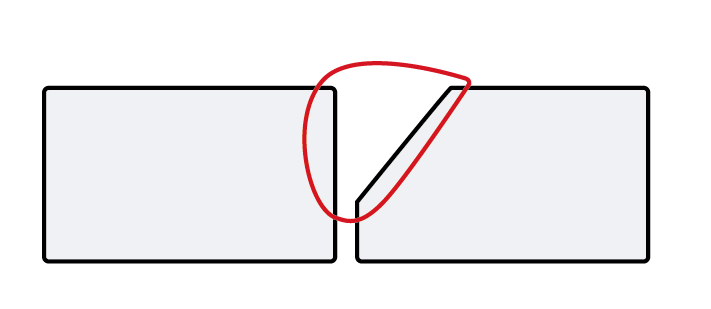
V-naad
De standaardoplossing voor veel lasverbindingen.
Beide onderdelen worden afgeschuind, zodat een betrouwbare doorlassing mogelijk is. Deze variant wordt meestal toegepast bij plaatdiktes van 4 tot 10 mm.
De kwaliteit van een gelaste constructie wordt niet alleen bepaald door het lasproces zelf, maar ook door de zorgvuldige voorbereiding van de laskanten. Een nauwkeurige lasvoorbewerking vormt de basis voor robuuste, duurzame en aan de normen voldoenende lascontstructies.
Als ISO 3834-2 gecertificeerd bedrijf begrijpt Tosec de hoge eisen van industrieel lassen. Onze processen zijn ontworpen om lasnaden reproduceerbaar, nauwkeurig en economisch efficient voor te bereiden, van individuele onderdelen tot serieproductie.

De voorbereiding van een las omvat alle maatregelen die nodig zijn om optimale omstandigheden te creëren voor een hoogwaardige las. Deze omvatten:
Zonder de juiste voorbereiding kan het lasmetaal de verbinding niet volledig doordringen. Dit leidt tot onvoldoende doorlassing, een verminderd draagvermogen en mogelijke kwaliteitsgebreken. Vooral bij grotere materiaaldiktes, vaak vanaf ongeveer 5 mm is een nauwkeurige afschuining cruciaal om volledige penetratie en betrouwbare aanhechting te garanderen.
Afhankelijk van het ontwerp, de belasting en het lasproces worden verschillende lassoorten gebruikt. Typische ontwerpen zijn onder andere:
De standaardoplossing voor veel lasverbindingen.
Beide onderdelen worden afgeschuind, zodat een betrouwbare doorlassing mogelijk is. Deze variant wordt meestal toegepast bij plaatdiktes van 4 tot 10 mm.
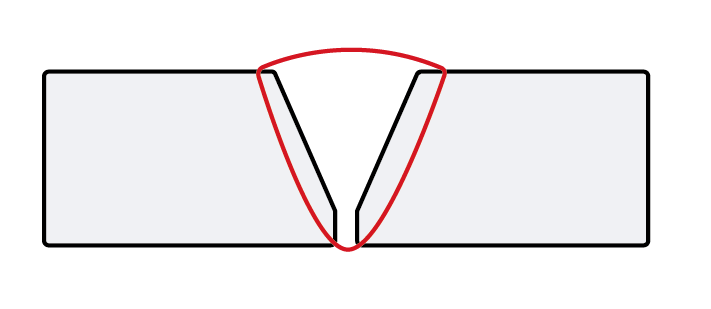
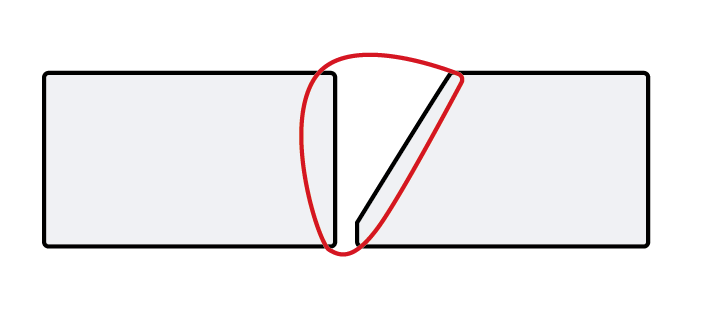
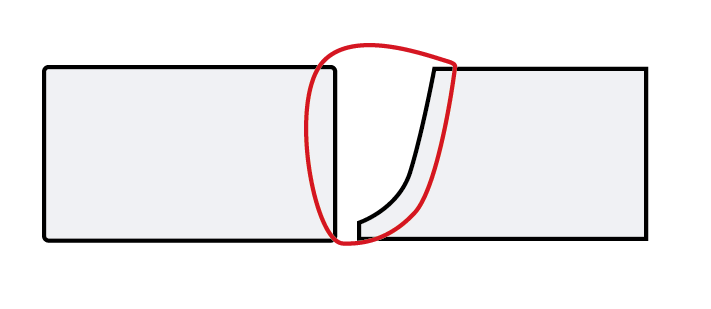
Hierbij blijft een gedefinieerde landdikte behouden.
De landdikte vergemakkelijkt de wortelvorming en maakt de las beter controleerbaar. De Y-naad kan worden toegepast bij een plaatdikte van meer dan 10 mm.
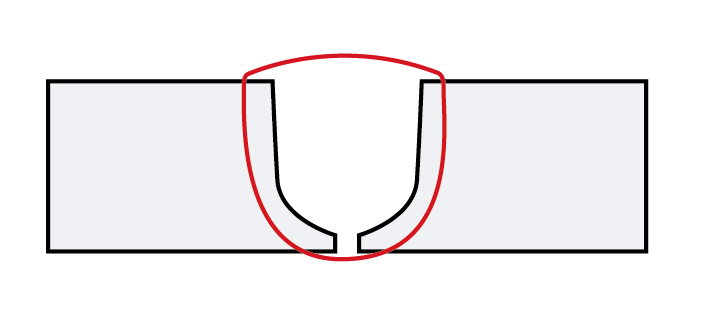
Wordt toegepast bij dikkere platen.
Deze vermindert het lasvolume en beperkt de warmte-inbreng. Deze naadvoorbereiding wordt toegepast vanaf ongeveer 10 mm plaatdikte en vooral bij nog dikkere platen.
Typisch voor constructieve stompe verbindingen.
Deze wordt toegepast wanneer slechts één onderdeel aan beide zijden wordt bewerkt en maakt een economische naadvoorbereiding mogelijk bij overeenkomstige onderdeelgeometrieën.
De keuze wordt gemaakt met inachtneming van:
Een optimaal gekozen openingshoek, vaak tussen de 60° en 75°, afhankelijk van de toepassing, zorgt voor een betrouwbare penetratie en vermindert tegelijkertijd de behoefte aan extra vulmateriaal. Als de openingshoek te klein is, kan het lasmetaal de verbinding onvoldoende binnendringen. Omgekeerd, als de openingshoek te groot is, neemt de behoefte aan toevoegmateriaal toe en stijgt de warmte-inbreng onnodig, waardoor de warmtebeïnvloede zone groter wordt.
Daarom stemmen we de afschuinhoek specifiek af op uw ontwerpvereisten, materiaaleigenschappen en het gebruikte lasproces.
De volgende tabel verduidelijkt de verscheidenheid aan voorbereidingsmogelijkheden volgens industriële normen:
| Nr. | Benaming | Symbool | Weergave van de naad |
|---|---|---|---|
| 1 | I-naad – doorlassing mogelijk, geschikt voor dunne platen |  |
 |
| 2 | V-naad – volledig doorgelast, zonder tegensteun | 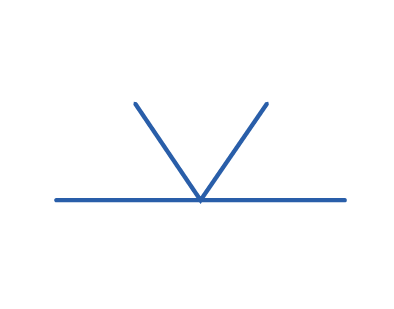 |
 |
| 3 | Y-naad – enkelzijdige afschuining, geen volledige doorlassing | 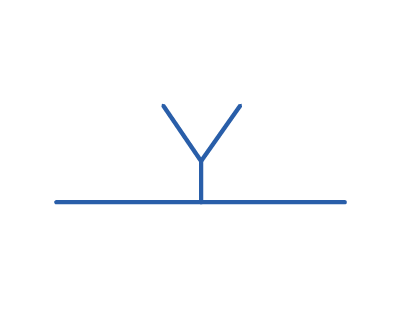 |
 |
| 4 | HV-naad – enkelzijdige hoeknaad met afschuining, volledig doorgelast, zonder tegensteun | 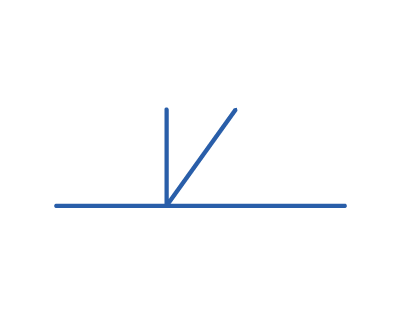 |
 |
| 5 | HY-naad – enkelzijdige hoeknaad met Y-profiel, geen volledige doorlassing | 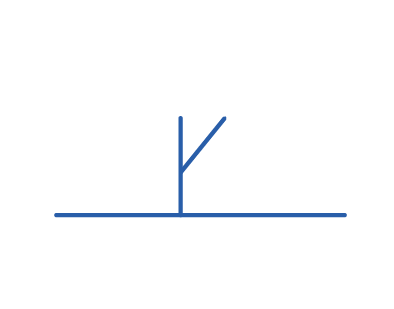 |
 |
| 6 | U-naad – U-vormige naadvoorbereiding, volledig doorgelast, zonder tegensteun | 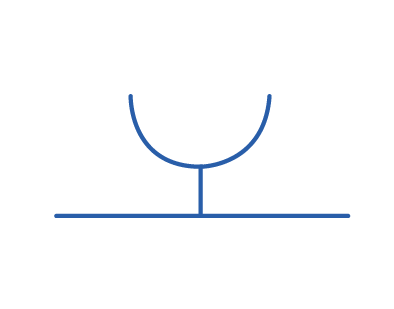 |
 |
| 7 | HU-naad – enkelzijdige U-naadvoorbereiding, volledig doorgelast, zonder tegensteun | 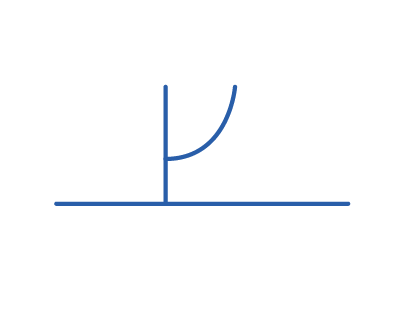 |
 |
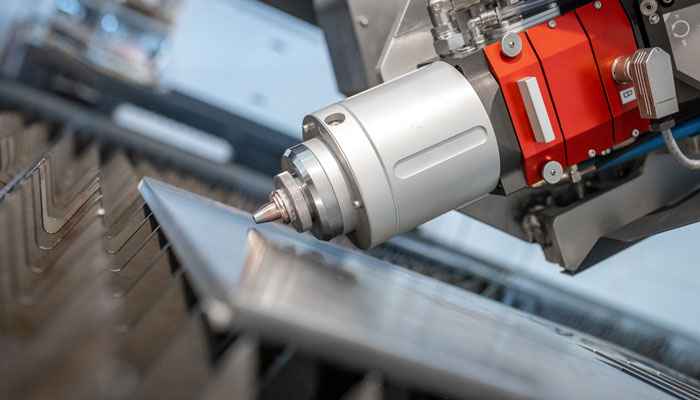
Onze moderne lasertechnologie is uitgerust met een 3D-snijkop waarmee hoeken van -45° tot +45° bereikt kunnen worden. Hierdoor kunnen contouren en afschuiningen in één bewerking worden gecreëerd.
Voordelen van deze methode:
Frezen is een bijzonder nauwkeurige methode voor de voorbereiding van lasnaden. Materiaal wordt op gecontroleerde wijze verwijderd met behulp van hardmetalen gereedschappen, wat resulteert in een metaalglanzend en vormvast oppervlak.
Ideaal voor:
Onze bewerkingsmogelijkheden strekken zich uit tot componentafmetingen van maximaal 7.000 × 1.200 × 1.200 mm (XYZ).
Het freesproces biedt duidelijke voordelen ten opzichte van handmatige methoden: constante hoeken, exacte geometrie en resultaten die direct geschikt zijn om te lassen.
Bij het afschuinen wordt de afschuining mechanisch aangebracht onder een vaste hoek, meestal 30° of 45°. Deze methode is bijzonder efficiënt voor plaatmateriaal van gemiddelde dikte en rechte snijkanten.
Functies:
Het oppervlak is licht gestructureerd, wat voor veel lasprocessen niet cruciaal is, aangezien het materiaal tijdens het lassen volledig smelt.
Het afknabbelen is echter niet geschikt voor zeer slijtvaste materialen zoals HB450 en vergelijkbare kwaliteiten.
Met de hand aanbrengen van laskanten is arbeidsintensief en onnauwkeurig. Onze alternatieven hebben dan ook de voorkeur.
Om toch te kiezen voor handmatig aanbrengen van laskanten hanteren wij de o.a. volgende criteria:
In de praktijk verschillen de verwerkingsmethoden aanzienlijk wat betreft precisie, kosteneffectiviteit en procesbetrouwbaarheid:
De keuze van het proces hangt af van de materiaaldikte, de materiaalsoort, de geometrie van het onderdeel, de hoeveelheid, het lasproces en de economische overwegingen.
Wij adviseren u graag over de best passende verwerkingsmethode voor uw toepassing.
Door het afschuinen direct in het snij- of freesproces te integreren, worden lasklare onderdelen geproduceerd zonder verdere nabewerking.
Voordelen:
De lasnaden worden nauwkeurig voorbereid, waardoor de specialisten zich volledig kunnen concentreren op het eigenlijke verbindingsproces.
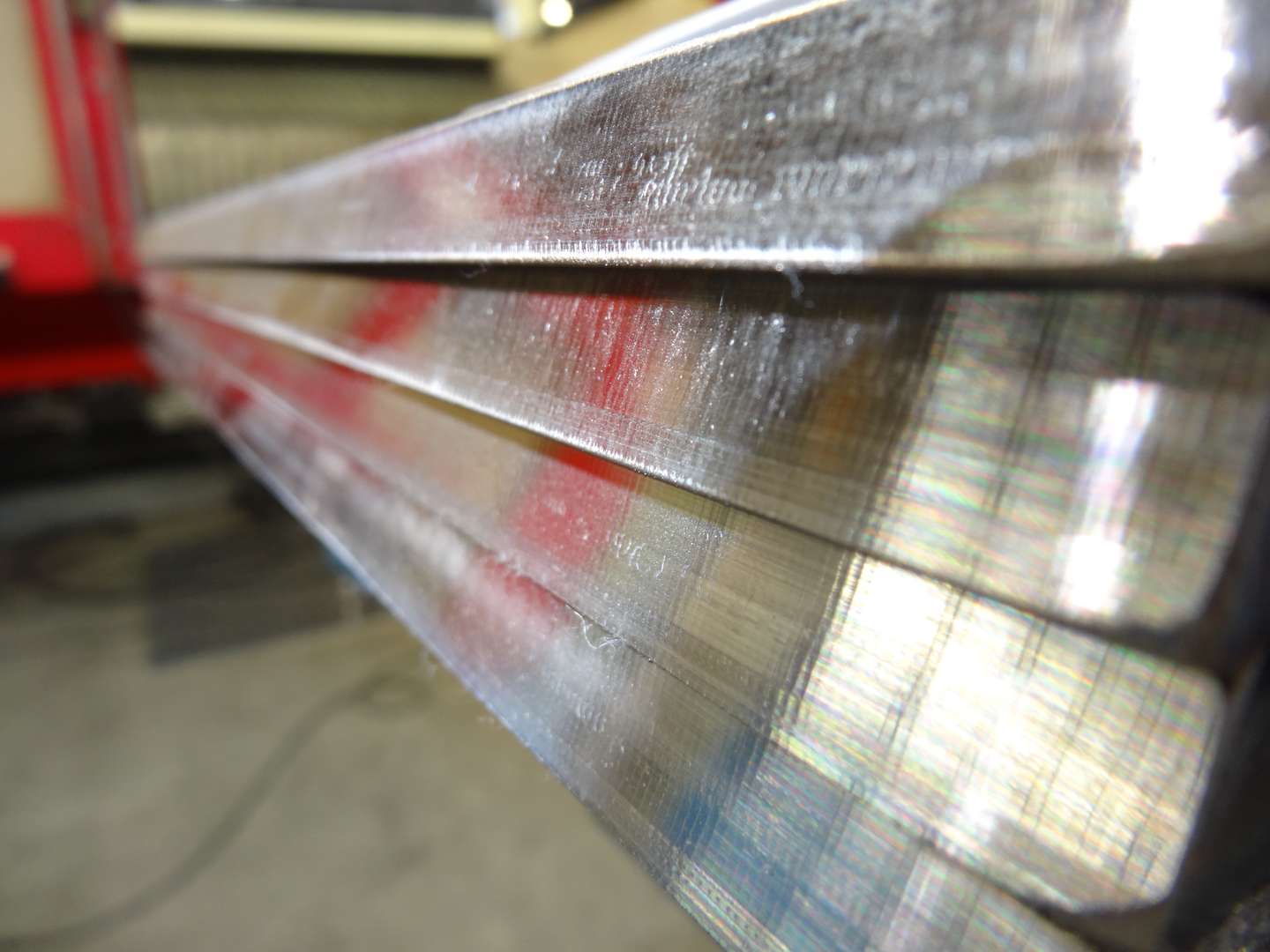
De volgende voorbeelden illustreren typische resultaten van onze lasvoorbereiding bij de bewerking van plaatmetaal. Afhankelijk van de geometrie, het materiaal en de kwaliteitseisen van het onderdeel, kiezen we het juiste proces om nauwkeurige en reproduceerbare afschuiningen te produceren.
Of het nu gaat om knabbelen, frezen of lasersnijden – elke variant levert lasklare componenten op en creëert optimale omstandigheden voor een efficiënt verbindingsproces.
Nauwkeurig geprepareerde lasnaden zijn onmisbaar in tal van industrieën:
Vooral bij hoogwaardig of slijtvast staal is de kwaliteit van de randafwerking van groot belang voor de levensduur en het draagvermogen van de gehele constructie.
Naast de vorm is oppervlaktereinheid cruciaal. De randen moeten metaalschoon zijn vóór het lassen. Het volgende moet worden verwijderd:
Vooral bij aluminium wordt mechanische reiniging direct vóór het lasproces aanbevolen om optimale resultaten te bereiken.
Gelaste constructies moeten voldoen aan duidelijk omschreven kwaliteitscriteria. Normen zoals ISO 3834-2 specificeren de beoordelingsniveaus en toelaatbare onregelmatigheden voor lassen.
Nauwkeurige afwerking van de lasnaden is een cruciale voorwaarde om betrouwbaar aan deze eisen te voldoen.
Hieronder staan nog andere metaalbewerkingsprocessen die interessant kunnen zijn voor uw project.

MIG/MAG‑lassen gebruikt een continue draadaanvoer voor nette, sterke lasnaden. MIG-lassen wordt toegepast bij bijvoorbeeld aluminium , terwijl MAG-lassen geschikt is voor diverse staalsoorten.
Naar Lassen →
Robotlassen gebruikt geprogrammeerde lasarmen die snel en nauwkeurig werken. Het proces levert constante kwaliteit, hoge productiesnelheid en uniforme resultaten, vooral geschikt voor herhalend seriewerk.
Naar Robot-lassen →
In de defensietechniek worden uitsluitend gecertificeerde lasprocedures toegepast. Deze garanderen maximale sterkte, volledige traceerbaarheid en de hoogste kwaliteit van alle onderdelen.
Naar DIN-2303 →Als gecertificeerd lasbedrijf ondersteunt Tosec haar klanten van de snijfase tot de lasklare assemblage.
Dankzij moderne laser-, frees- en andere bewerkingstechnologieën zorgen we ervoor dat elke lasnaad aan de exacte technische eisen voldoet.
Of het nu gaat om losse onderdelen of serieproductie – wij werken met u samen om de beste oplossing voor uw componenten te ontwikkelen.