Afbramen en kanten breken
Afbramen en kanten breken zijn 2 verschillende bewerkingen die qua uitvoering op elkaar lijken en vaak ook gecombineerd worden.
Tijdens bepaalde bewerkingen kunnen bramen ontstaan. Afbramen is dan noodzakelijk. Steeds meer komt het verzoek om de snijranden af te ronden om een betere hechting van een coating te garanderen.

Afbramen
Tijdens snijbewerkingen kunnen bramen ontstaan aan de onderzijde van de plaat.
Bramen bestaan uit het metaal wat gesneden is en eventueel het verbrande residu daarvan. Het snijproces is ruwweg in 2 varianten onder te verdelen:
Brandsnijden
Bij brandsnijden wordt het materiaal, staal in dit geval, tot boven het smeltpunt verwarmt. Een straal zuurstof zorgt dat het staal verbrand waardoor ook het onderliggende materiaal wegsmelt om als een straal gesmolten staal aan de onderzijde van de plaat weggeblazen te worden. Hierdoor ontstaat een snijvoeg en worden de specifieke contouren gesneden. Bramen aan de onderzijde van producten die gesneden zijn met zuurstof zijn over het algemeen bros. Als er al een braam ontstaat, bestaat deze voor het overgrote deel uit slak. Slak is verbrand staal en heeft een korrelige, breekbare structuur. Deze bramen zijn vaak met een koudbeitel eenvoudig te verwijderen.
Smeltsnijden
Materialen die niet oxideren, zoals RVS en aluminium, kun je niet brandsnijden. Het materiaal "verbrand" namelijk niet. Bij smeltsnijden wordt met een warmtebron, een laserstraal of plasmastraal, het materiaal van bovenzijde tot onderzijde van de plaat verwarmd tot boven het smeltpunt. Het gesmolten materiaal wordt door een sterke stroom stikstof door de plaat heen geblazen. Bramen die hierbij kunnen ontstaan bestaan volledig uit het moedermateriaal. Deze bramen zijn, zeker in het geval van RVS, bijzonder taai en hard. Verwijderen is moeilijk en dient machinaal te gebeuren, bijvoorbeeld met een haakse slijper of schuurmachine en kan arbeidsintensief zijn.
Kanten breken
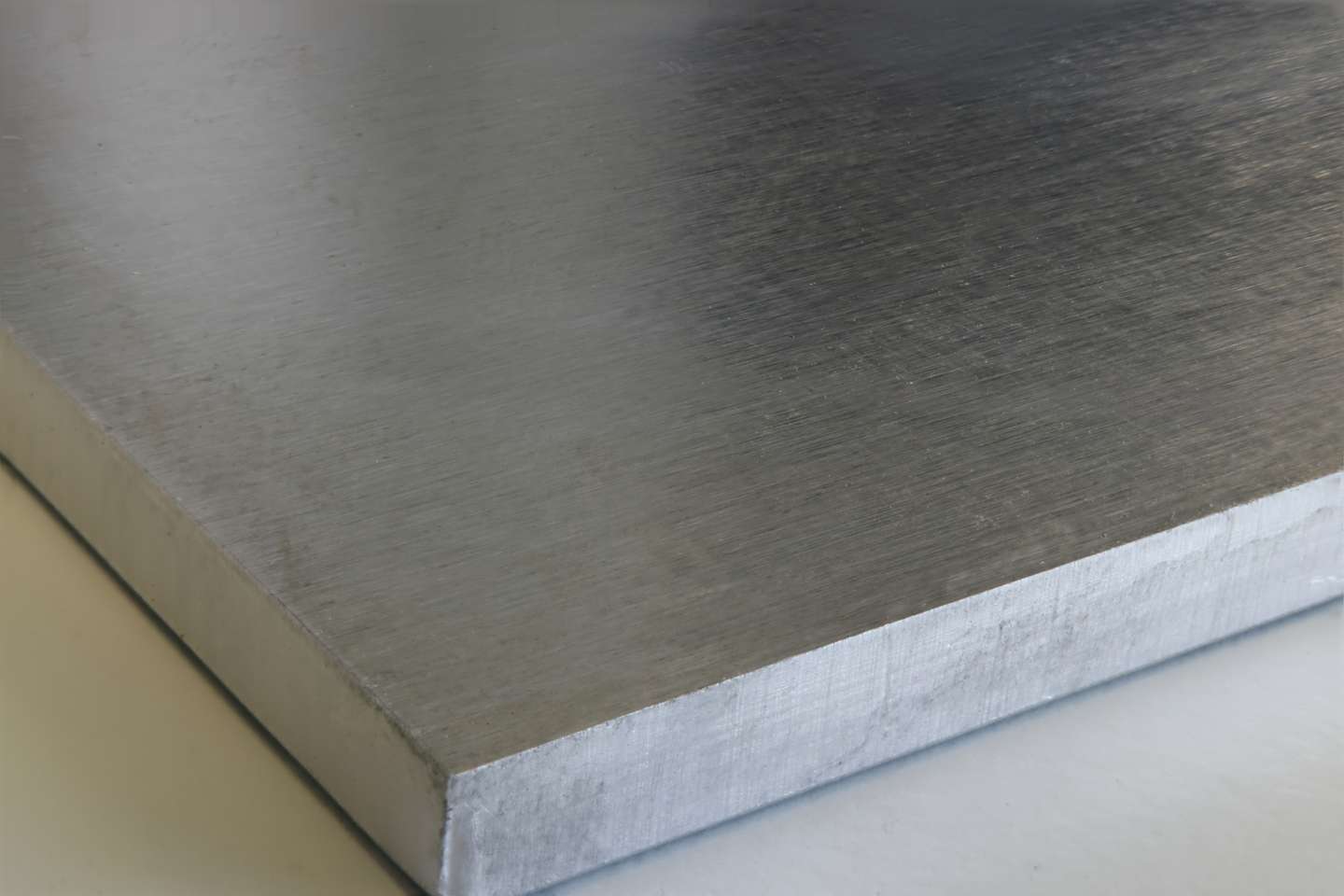
Het doel van kanten breken is om de haakse snijkanten af te ronden of te breken.
Waar afbramen bij gesneden producten vrijwel altijd alleen aan de onderzijde moet gebeuren, is dat bij kanten breken anders. Om te kiezen voor kanten breken of afronden van snijkanten kan meerdere redenen hebben. Zo kunnen snijkanten, zeker in het geval van lasersnijden, scherp zijn en letsel veroorzaken tijdens vervolgbewerkingen. Daarnaast hecht een oppervlakte coating slecht op de scherpe kant, waardoor er een kans op oxidatie ontstaat. Door de scherpe kant af te ronden ontstaat een groter oppervlak en hecht de, zoals 1k of 2k lak of poedercoat, veel beter.
Kanten breken is vrijwel altijd een eis indien de coating een gegarandeerde levensduur moet hebben. Een gegarandeerde levensduur van de coating is vaak een vereiste in de bruggenbouw, offshore werk en voor onderdelen die onder de EN 1090 uitvoeringsklasse 3 of hoger vallen.


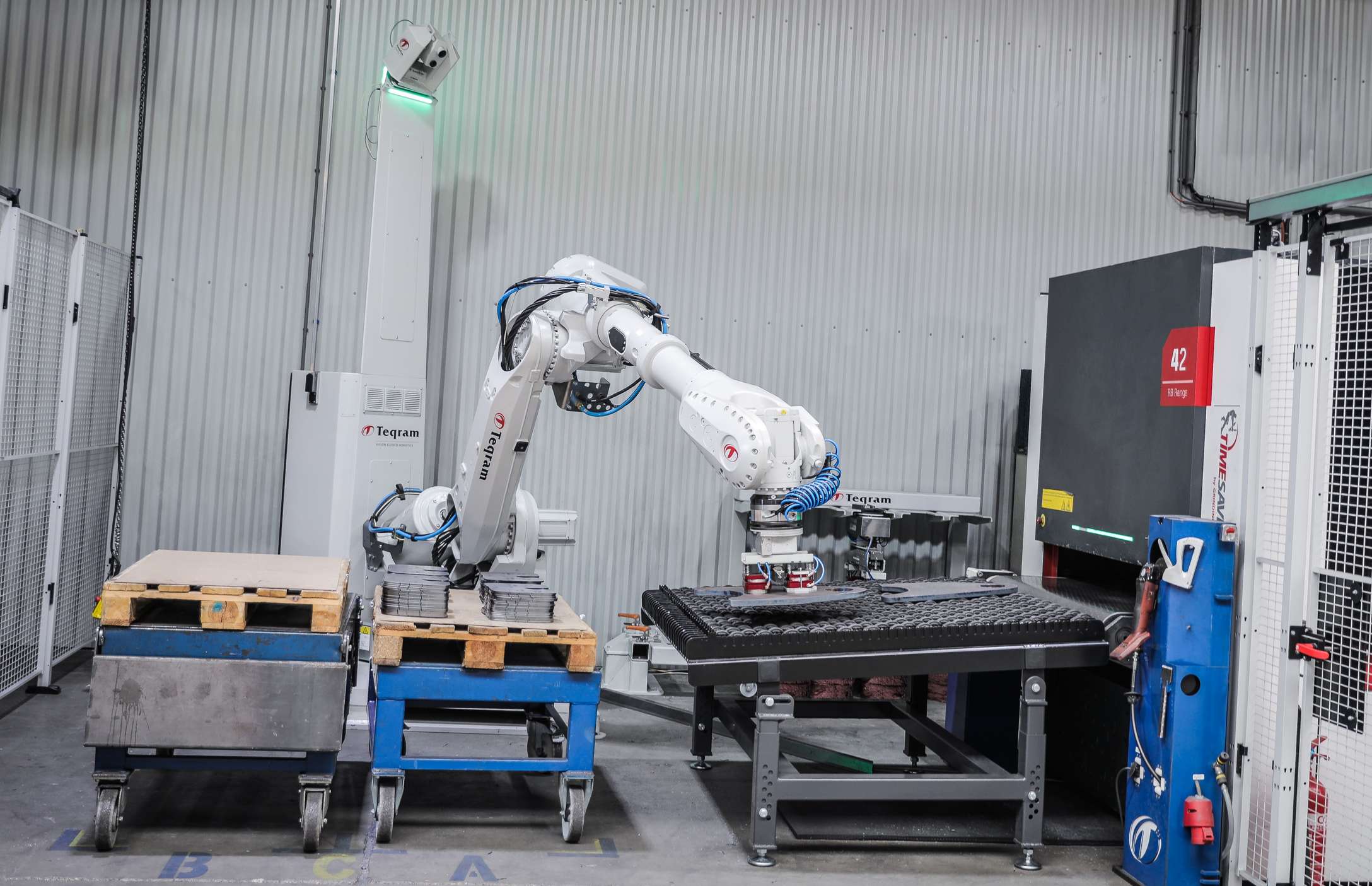
Roterende borstels brengen in een beweging de radius automatisch aan.
Machinaal kanten breken
Tosec maakt gebruik van een geautomatiseerde, gerobotiseerde, oplossing ten behoeve van afbamen en enkelzijdig of dubbelzijdig kanten breken.
Hierbij kan ontbramen en kanten breken in dezelfde arbeidsgang plaats vinden. De producten gaan dan eerst onder een schuurband door waar eventuele bramen verwijderd worden. Direct hierna worden in dezelfde machine de kanten gebroken of wordt een radius aangebracht.
Roterende borstels voorzien van een schurend materiaal brengen in een dubbele roterende beweging de gewenste radius aan. Door dit principe zijn er beperkingen ten aanzien van de aan te brengen radius. Hoe dunner het materiaal, hoe minder groot de aan te brengen radius is. Vanaf 6 mm S235 is een radius van 1 mm aan te brengen op de buitencontour. Een radius van 2 mm is mogelijk vanaf 10 mm S235.
Hoe harder en/of slijtvaster het materiaal, hoe moeilijker het is om een radius aan te brengen. Kanten breken is desondanks geschikt voor constructiestaal, slijtvast staal, hoogsterkte staal, aluminium en RVS.
Capaciteit van machinaal afbramen / kanten breken
Materialen: staal, RVS en aluminium
Geschikt voor: Nabewerking van lasersnijden, plasma snijden en autogeen snijden
Breedte: t/m 1.300 mm
Plaatdikte: t/m 100 mm
Radius: t/m R = 2 mm*
* De maximale radius hangt af van de materiaalsoort en plaatdikte, vraag naar onze mogelijkheden
Wij bieden altijd een passende oplossing
Groter product, grotere radius of gegarandeerde radius
Bovengenoemde capaciteit betreft onze capaciteit bij geautomatiseerd en gerobotiseerd ontbramen en kanten breken.
Wij hebben echter meer mogelijkheden. Moet het werk nauwkeurig voorzien worden van een bepaalde radius of afschuining (chamfer) met een gespecificeerde hoek (bijv. 45° of 60°), maken we daarbij gebruik van onze verspanende machines met een capaciteit oplopend tot 7.000 x 1.300 x 1.300. Maatvoering van de aan te brengen radius, chamfer en dergelijke is hierbij vrijwel onbeperkt mogelijk.
Voor grotere producten maken we gebruik van een speciale handfrees, met een bereik tot R = 3 mm of haakse slijpers en zijn mogelijkheden vrijwel onbeperkt.
Kortom, ook op dit vlak zijn we uitermate flexibel en bieden altijd een oplossing die bij uw producten past.
Heeft u vragen? Neem gerust contact met ons op, wij staan voor u klaar