Lasersnijden, autogeen- en plasmasnijden vergelijken
Van de drie thermische staalsnijtechnieken is lasersnijden de meest bekende, de meest toegepaste en misschien wel de meest veelzijdige.
Maar hoe verhoudt lasersnijden zich tot plasmasnijden of autogeensnijden?
Lasersnijden, autogeen- en plasmasnijden vergelijken
Van de drie thermische staalsnijtechnieken is lasersnijden de meest bekende, de meest toegepaste en misschien wel de meest veelzijdige.
Deze drie snijmethoden hebben ieder hun eigen voordelen en nadelen. Daarnaast zijn er ook genoeg overeenkomsten tussen lasersnijden, plasma snijden en autogeen snijden. De juiste snijtechniek vinden is niet altijd eenvoudig. De vergelijking tussen de verschillende manieren van snijden hieronder biedt een richtlijn voor de verschillen tussen plasma snijden, lasersnijden en autogeen snijden.
|
Lasersnijden (CO2 / Fiber) |
HD Plasma snijden | Autogeen snijden | |
|---|---|---|---|
| Snijbereik | 16 x 3 m |
16 x 3 m 16 x 4 m op verzoek |
8 x 4 m |
| Plaatdikte staal |
15 mm (16 x 3 m) 25 mm (6 x 2 m, CO2 laser) 60 mm (6 x 2 m, fiber laser) |
80 mm | 150 mm |
| Plaatdikte RVS |
20 mm (6 x 2 m, CO2 laser) 60 mm (6 x 2 m, fiber laser) |
80 mm | N.v.t. |
| Plaatdikte aluminium |
15 mm (6 x 2 m, CO2 laser) 50 mm (6 x 2 m, fiber laser) |
100 mm | N.v.t. |
| Snijsnelheid | Hoog / zeer hoog | Gemiddeld | Laag |
| Max. aantal toortsen | 1 | 2 simultaan | 6 simultaan |
| Machineopbouw | Open / gesloten machine | Open machine | Open machine |
| Type machine | Portaal / wisselbed | Portaal | Portaal |
| Graveer mogelijkheid | Ja | Ja | Nee |
| Snijden met microjoint | Ja | Nee | Nee |
| Snijden van (las-)aanschuiningen | Nee | Ja, -45° - +45° | Nee |
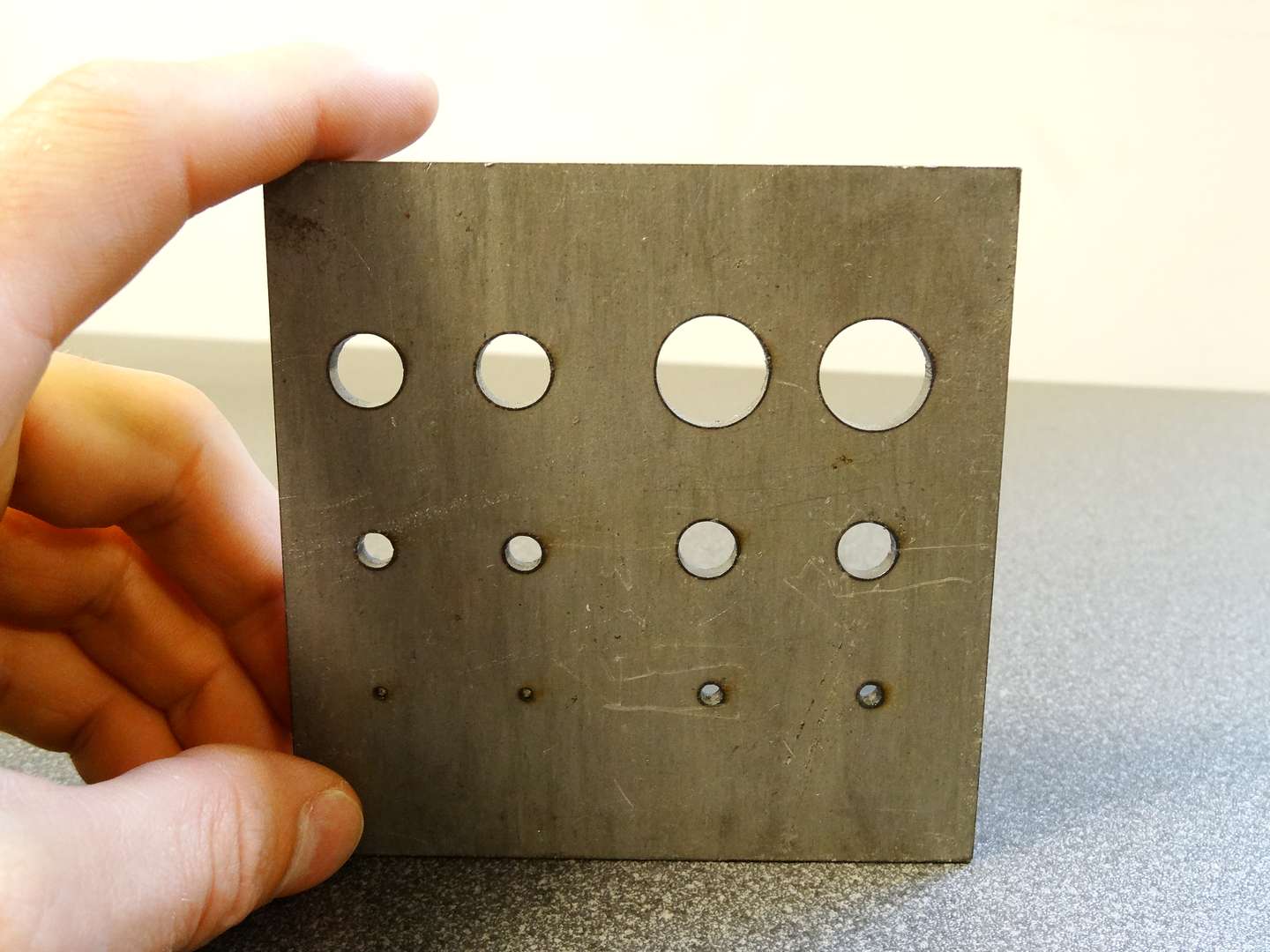
| Minimale gatdiameter | 0,5 ~ 1 x t | 1 ~ 1,5 x t | 1 ~ 1,5 x t |
| Warmteinbreng | Zeer laag | Laag | Hoog |
| Geschiktheid voor HSLA | Zeer geschikt | Geschikt | Minder geschikt |
| Braamvorming | Laag | Laag / gemiddeld | Gemiddeld |
| Slakvorming | Laag | Laag / gemiddeld | Gemiddeld |
| Oxidehuidvorming | Nihil / laag | Laag / gemiddeld | Gemiddeld / hoog |
| Snijgassen |
Perslucht Stikstof Zuurstof |
Argon Zuurstof Stikstof |
Acetyleen Propaan Butaan i.c.m. Zuurstof |
| Toleranties | Nauwkeurig | Gemiddeld | Gemiddeld |
| Heat Affected Zone (HAZ) | Zeer klein | Klein | Gemiddeld / groot |
| Haaksheid t.o.v. plaatoppervlak | Zeer goed | Goed / gemiddeld | Goed |
| Haaksheid hoeken t.o.v. plaatoppervlak | Zeer goed | Gemiddeld | Goed |
| Haaksheid hoeken | Zeer goed | Goed / gemiddeld | Goed |
| Prijsklasse | €€ | €€€ | € |



Wat is lasersnijden, plasmasnijden en autogeensnijden?
Om een goede vergelijking te maken is het zinvol om de verschillende snijtechnieken kort toe te lichten. Meer informatie over iedere bewerkingstechniek is te vinden door op de link te klikken.
Lasersnijden
Lasersnijden is een snijtechniek die gebruik maakt van een laserstraal.
Laserlicht bestaat uit een sterk gebundelde en geconcentreerde stroom van licht met exact dezelfde golflengte ("kleur") wat de laserbundel monochromatisch (bestaand uit 1 kleur) maakt. Waar de laserstraal een oppervlak raakt wordt het licht in warmte omgezet. De warmte die op deze plek ontstaat zorgt ervoor dat het materiaal smelt. LASER staat voor Light Amplification by Stimulated Emission of Radiation, ofwel: lichtversterking door gestimuleerde uitzending van straling. Door de grote vormvrijheid en de hoge kwaliteit is lasersnijden één van de meest toegepaste industriële snijtechnieken. Dit zijn de belangrijkste voordelen:
- Geschikt voor RVS, aluminium en staal
- Hoge kwaliteit snijrand
- Kleine warmte beïnvloede zone
- Snijden van complexe contouren

Plasma snijden
Plasma snijden is een snijtechniek waarbij een elektrische boog tussen een wolfraam elektrode en het werkstuk wordt opgewekt.
Door de elektrische lading wordt gas deels geïoniseerd. Een proces, waarbij gas overgaat in plasma met een temperatuurbereik tot 30.000ºC. Bij deze temperaturen smelt het metaal weg en kan zelfs deels verdampen. Met behulp van een High Definition (HD) snijtoorts is de kwaliteit van lasersnijden zelfs te benaderen.
- Geschikt voor RVS, aluminium en staal
- Snijden van dikker plaatwerk
- Door traploos hoek-snijden geschikt voor laskant afschuiningen


Autogeen snijden
Autogeen snijden, in de volksmond ook wel brandsnijden genoemd, is een snijtechniek waarbij het materiaal in en rondom de snijsnede verbrand.
Een actief gas, bijvoorbeeld zuurstof, vormt samen met een brandbaar gas een vlam. Het te verwijderen materiaal wordt verbrand, hiervoor moet het materiaal eerst verwarmd worden tot boven de 1.100ºC. Vervolgens wordt op de voorverwarmde plek een straal zuivere zuurstof gericht. Door de reactie tussen het materiaal en de zuurstof vind er een verbranding plaats. Autogeensnijden heeft de volgende voordelen:
- Geschikt voor staal
- Snijden van zowel dun als dik plaatwerk
- Goedkope snijtechniek
- Geschikt voor simultaan snijden met max. 6 toortsen



Uitleg vergelijking
De verschillen en overeenkomsten tussen lasersnijden, autogeensnijden en plasmasnijden worden hieronder in detail beschreven.
Plaatafmeting
De maximale plaatafmeting is afhankelijk van het werkbereik van de machine.
Portaalsnijmachines hebben een veel groter werkbereik dan wisselbedmachines. Theoretisch is bij portaallasers alleen de afmeting van de productiehal een beperking. Het werkbereik kan dus zeer groot zijn. Met name lasersnijmachines zijn in wisselbed opstelling te krijgen. Autogeen en plasmasnijmachines zijn vaker alleen leverbaar als portaalmachine. Wisseltafels zouden onnodig zwaar uitgevoerd moeten worden i.v.m. de dikke platen die gesneden kunnen worden met autogeen en plasma snijmachines.
| Capaciteit bij Tosec | |
|---|---|
| Lasersnijden | 20.000 x 3.000 mm |
| Plasma snijden | 16.000 x 3.000 mm (3.500 op verzoek) |
| Autogeen snijden | 8.000 x 4.000 mm |
Plaatdikte
De maximaal te snijden plaatdikte is sterk afhankelijk van het vermogen van de machine.
Voor staal heeft autogeensnijden het grootste bereik: tot 100 mm plaatdikte. Aluminium en RVS kunnen goed bewerkt worden op de plasmasnijmachine, deze is geschikt voor 100 mm aluminium en 80 mm RVS snijden. De snijsnelheid en de productiekosten nemen snel toe bij een grotere plaatdikte. Bij het lasersnijden van aluminium en RVS ontstaat een zeer spiegelend smeltbad, wat er voor kan zorgen dat de laserstraal reflecteert en de warmte onvoldoende in het materiaal terecht komt. In plaatdiktes tot ± 15mm is de lasersnijmachine over het algemeen de goedkoopste oplossing.
| Plaatdikte staal | Plaatdikte RVS | Plaatdikte aluminium | |
|---|---|---|---|
| Lasersnijden |
CO2 laser: 1 - 25 mm Fiber laser: 1 - 60 mm |
CO2 laser: 1 - 20 mm Fiber laser: 1 - 60 mm |
CO2 laser: 1 - 15 mm Fiber laser: 1 - 50 mm |
| Plasma snijden | 5 - 80 mm | 5 - 80 mm | 5 - 100 mm |
| Autogeen snijden | 15 - 100 mm | N.v.t. | N.v.t. |
Materiaalsoorten
De lasersnijmachine is geschikt voor alle typen plaatwerk: staal, RVS en aluminium.
Ook plasmasnijden is geschikt voor staal, aluminium en RVS. Autogeen snijden is alleen geschikt voor staal. Hier wordt het autogeenproces uitgelegd.
Aantal toortsen
Het gebruik van meerdere toortsen heeft grote voordelen bij seriewerk.
De autogeen snijmachine is met 6 toortsen uitgerust. Ook de plasmasnijmachine is uitgerust met meerdere toortsen. Theoretisch zijn alle machines uit te voeren met meerdere snijkoppen, maar plasmasnijden en vooral autogeensnijden lenen zich hier beter voor.
Graveren
Graveren is een optie om plaatwerk te voorzien van identificatie of werkstuknummers.
Ook boorgaten en verbindingsmethodes kunnen door middel van graveerlijnen aangegeven worden. Bij lasersnijden en plasmasnijden is het mogelijk om te graveren.
Snijden met microjoints
Microjoint-verbindingen zijn een handige manier om kleine producten aan de plaat verbonden te houden, door een klein deel van het contour niet door te snijden.
Het product blijft zo gefixeerd liggen en zal niet door het snijbed heen vallen. Ook lange smalle producten, die door warmte-inbreng kunnen vervormen blijven op hun plaats liggen, waardoor sprake is van minder vervorming. Het grootste voordeel is dat producten in één lichting van tafel te lichten zijn, dit scheelt aanzienlijk in de handlingkosten. Met name bij dunne plaat kunnen microjoints zeer klein, tot wel 0,5 mm, uitgevoerd worden.
Snijden met microjoints
Bij het snijden met Microjoint-verbindingen blijft het product met een kleine verbinding vast zitten aan de plaat waaruit deze gesneden wordt.
Het wordt met name gebruikt bij het snijden van kleine producten uit dunne plaat.
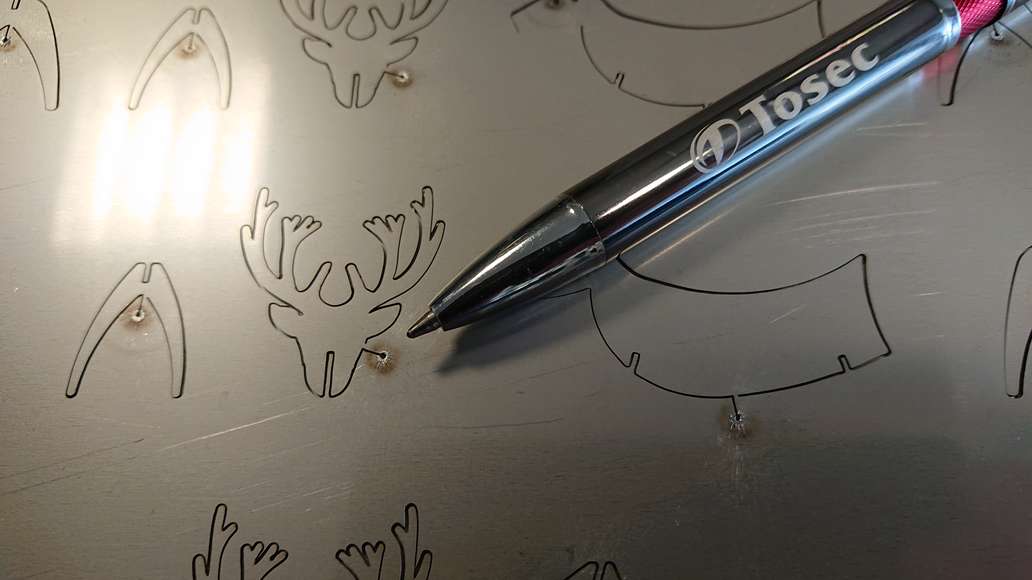
Door de microjoint blijft het product gefixeerd in de plaat en valt daardoor niet door het snijbed heen. Ook lange smalle producten, die door warmte-inbreng kunnen vervormen blijven met behulp van een microjoint beter op hun plaats liggen, waardoor er minder vervorming optreedt. Een bijkomend voordeel is dat producten in één lichting van tafel te halen zijn.
Bij dunne plaat kunnen microjoints zeer klein, tot ongeveer 0,5 mm breed, uitgevoerd worden.
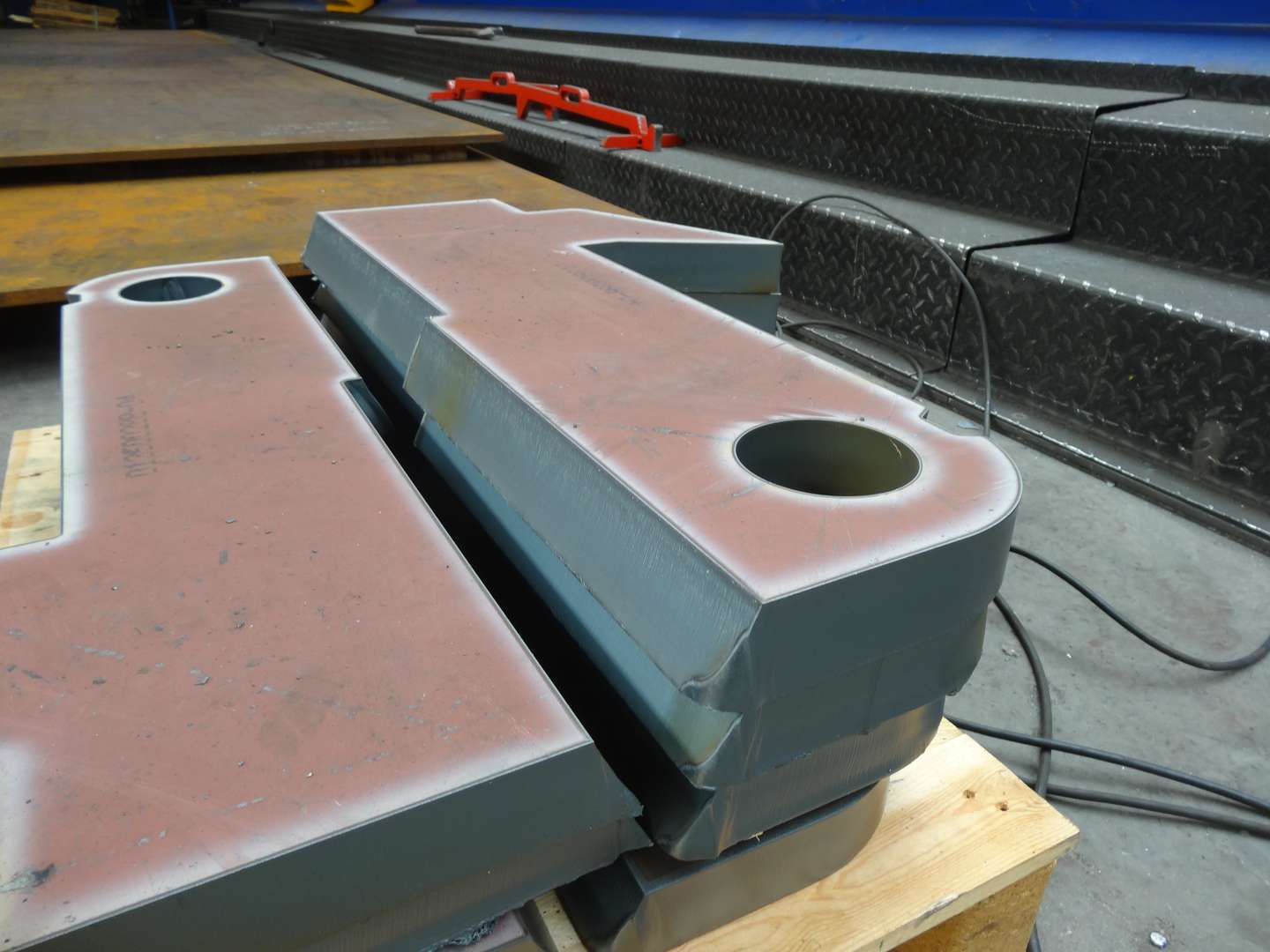
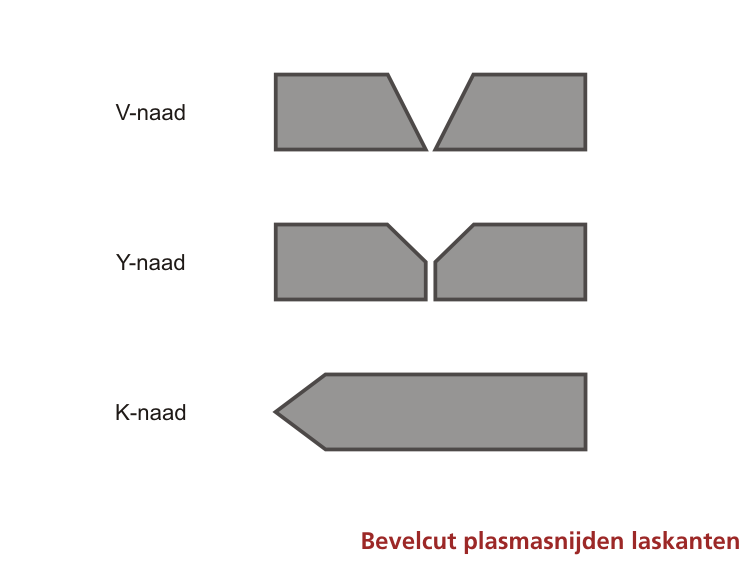
Laskantafschuining
Het aanbrengen van laskant afschuiningen is mogelijk wanneer de machine onder een hoek kan snijden.
Dat is bijvoorbeeld het geval bij de plasmasnijmachine van Tosec en bij de lasersnijmachine van Rime. De snijkop van deze machine kan traploos van -45° tot +45º snijden. Daarmee kunnen verschillende laskanten aangebracht kunnen worden met een eenvoudige afschuining, maar ook continue veranderende afschuiningen.

Kwaliteit snijrand
De kwaliteit van de snijrand verschilt sterk per snijmethode.
Bij het lasersnijden ontstaat een zeer nette snijrand, die bovendien vrijwel haaks is. De kwaliteit van de snijrand is bij plasmasnijden sterk afhankelijk van het materiaaltype en de plaatdikte. Autogeen snijden is een brandsnijproces, hier is sprake van een hoge warmte-inbreng en van materiaal smelt. De hoge warmte-inbreng en het smelten van het materiaal hebben beide een negatieve invloed op de kwaliteit van de snijrand. Met name bij autogeen snijden is het vakmanschap bepalend voor de snijkwaliteit. Door onze medewerkers goed op te leiden, kunnen wij ook bij autogeen snijden zeer hoge kwaliteit snijwerk leveren.

Snijsnelheid
Plasmasnijden, lasersnijden en autogeen snijden hebben ieder hun eigen snijsnelheid.
Lasersnijden is, zeker voor dunne plaat de bewerking met de hoogste snijsnelheid. Plasmasnijden is minder snel dan lasersnijden, maar sneller dan autogeensnijden. Autogeensnijden, alleen geschikt voor staal, heeft de laagste snijsnelheid. De productietijd kan bij seriewerk ten dele gecompenseerd door het gebruik van meerdere toortsen. De snijsnelheid is sterk afhankelijk van contour, het aantal insteken en de plaatdikte.
Warmte-inbreng
De warmte-inbreng is het grootste bij autogeen snijden.
Bij dit proces wordt het materiaal verwarmd door een toorts, daarna wordt zuivere zuurstof op de brandplek gericht, waarna het materiaal spontaan verbrand en deels wegsmelt. Dit heeft veel invloed op de warmte beïnvloede zone, die bij autogeen snijden groot is. Bij lasersnijden en plasmasnijden wordt ook extreem veel hitte in de plaat gebracht, maar omdat het insteken en snijden zo snel gaat, heeft het materiaal minder tijd om op te warmen. Hierdoor is de warmte beïnvloede zone veel kleiner. Bij lasersnijden is deze bovendien nog weer kleiner dan blij plasmasnijden.
Braamvorming, oxidelaag en slakvorming
Het verwijderen van bramen, slak en de oxidehuid is noodzakelijk om een goed eindproduct te krijgen.
Bij autogeensnijden is er sprake van oxidehuidvorming, slakvorming en braamvorming. Ook bij het plasmasnijden ontstaan er bramen en een oxidehuid. Bij plasmasnijden en lasersnijden kan de oxidehuid voorkomen worden door te snijden met inerte gassen. Hierdoor vind er geen verbranding plaats, maar is slechts sprake van smeltsnijden. Doordat het materiaal smelt en niet verbrand kan zich geen oxidelaag vormen. De oxidehuid, slakvorming en bramen zijn te verwijderen met behulp van slijpgereedschap of door de metaalbewerking kanten breken. Overigens is er bij het lasersnijden bijna geen sprake van braamvorming.
Snijgassen
Een belangrijk onderdeel van lasersnijden, autogeensnijden en plasmasnijden zijn de gebruikte snijgassen.
Toepassing van snijgassen heeft veel invloed op de snijsnelheid, de kwaliteit van de snijrand en op de kosten van het product. Bij lasersnijden en plasmasnijden kunnen inerte of actieve gassen gebruikt worden.
Inerte gassen hebben een positieve invloed op de kwaliteit van de snijrand. Inerte gassen reageren niet met het materiaal, waardoor er geen oxidehuid kan ontstaan. Gebruik van inerte gassen is duurder, maar de door hoge kwaliteit van het eindproduct heeft inert gas de voorkeur boven actief gas. Tijdens het snijden van RVS en aluminium kan niet met actieve gassen gewerkt worden. Er moet dan altijd voor inerte gassen gekozen worden.
Actieve gassen reageren wel met het materiaal. De kwaliteit van de snijrand is in dit geval lager. Daar staat tegenover dat de kosten voor het actieve gas ook lager zijn. Voor het snijden van staal is actief gas een goede keuze.
Autogeensnijden gebruikt andere typen gassen, hierbij is vooral de vlamtemperatuur van belang. Acetyleen, veel gekozen gas voor autogeensnijden, heeft de hoogste vlamtemperatuur 3160ºC. De hoge vlamtemperatuur zorgt voor een kortere voorwarmtijd en een hogere verbrandingssnelheid. Dit resulteert in een kleinere warmte beïnvloede zone en minder vervorming van de plaat.
Tolerantie
De warmte-inbreng, braam-vorming, de oxidehuid en slakvorming hebben invloed op de toleranties.
De haalbaarheid van gevraagde toleranties kan grote invloed hebben op verdere bewerkingen. Voldoet een product niet aan de gevraagde afmetingen, dan zal het product nabewerkt moeten worden, bijvoorbeeld door frezen of kanten breken. Wanneer hoge toleranties vereist zijn dan is lasersnijden de beste keuze, gevolgd door plasmasnijden. Het autogeen snijden kan in dit geval zo mogelijk beter vermeden worden.