De kwaliteit van plasma snijwerk
Vanzelfsprekend wil iedereen de hoogste kwaliteit haalbaar, of tenminste de kwaliteit die nodig is voor de functie van het product.
Welke factoren zijn van invloed op deze kwaliteit? Om een hoge kwaliteit plasma snijwerk te behalen zijn er een aantal zaken om rekening mee te houden. In dit artikel bespreken we de beperkingen en mogelijkheden van plasma snijden.
Dit artikel is onderdeel van een serie over plasma snijden. Lees hier deel 1, deel 2 en deel 4.

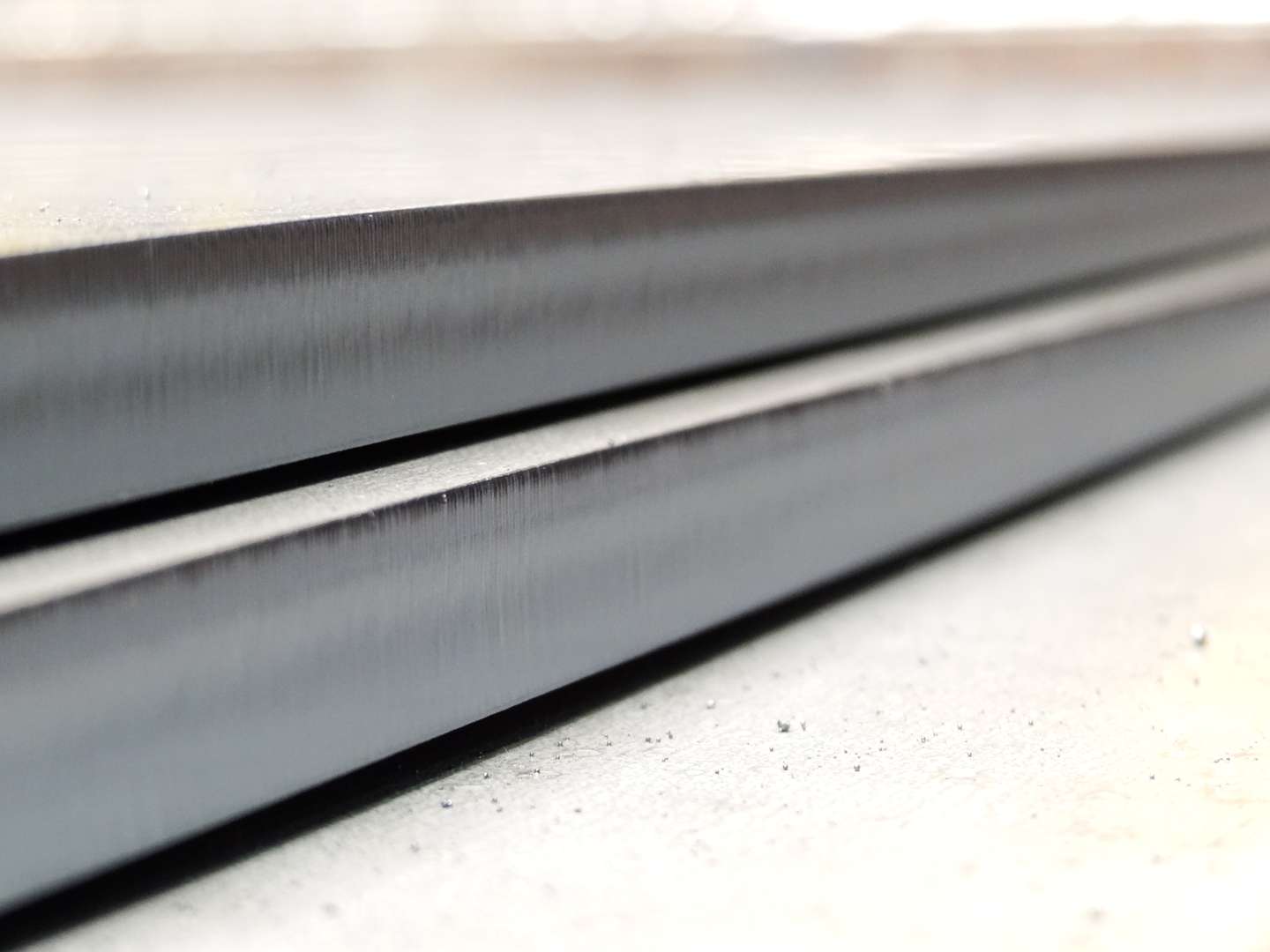
Kwaliteit van de snijrand
De kwaliteit van de snijrand bij plasma snijden is beter dan bij autogeen snijden (lees vergelijking snijmethoden) en benadert zelfs het lasersnijden.
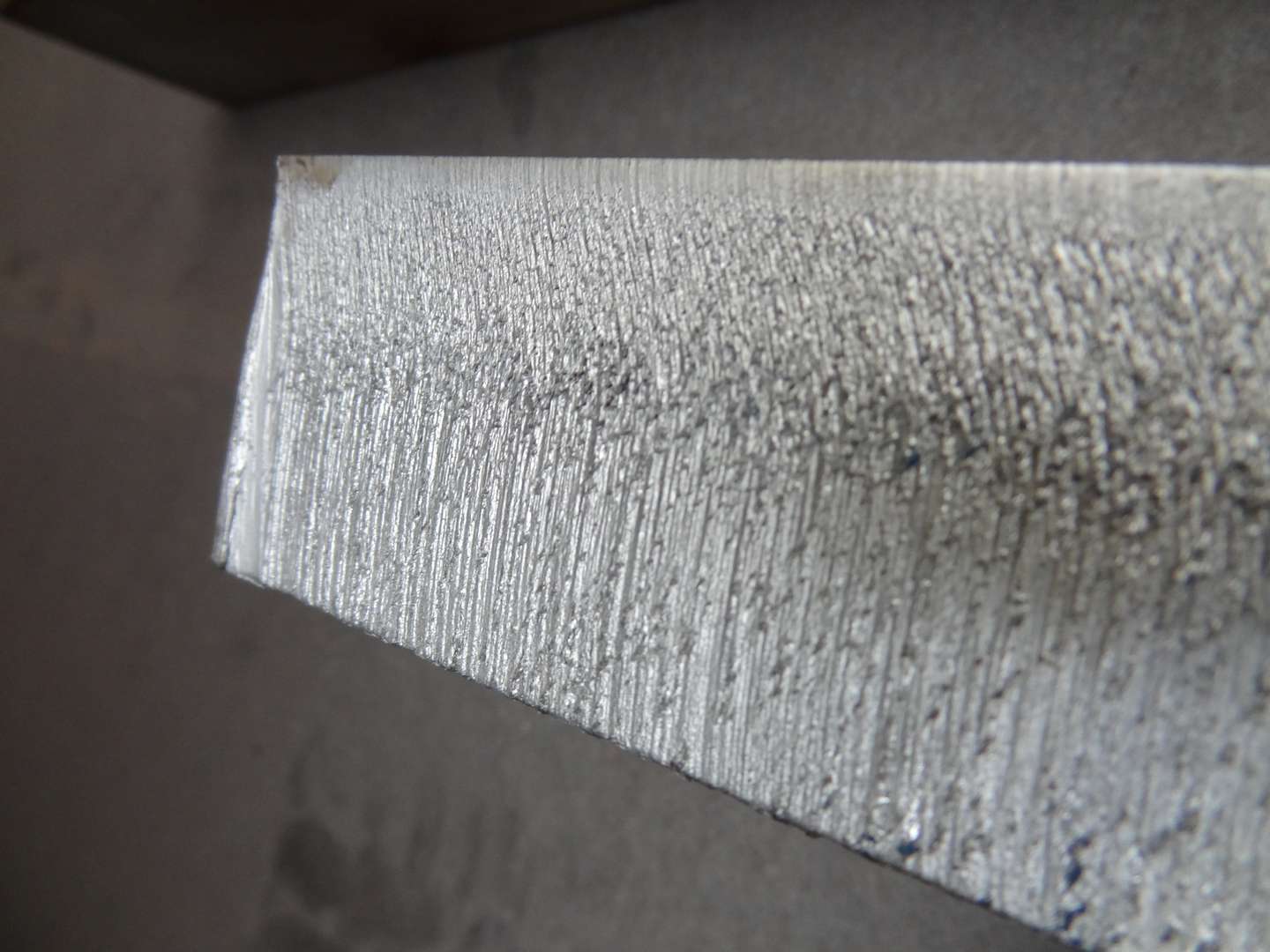
De ruwheid van de snede, haaksheid van de snijrand en de snijvoeg kunnen een probleem vormen bij grote plaatdiktes. Nabewerken, bijvoorbeeld door te frezen, is dan gewenst. Daarnaast is de kwaliteit van de snijrand sterk afhankelijk van de materiaalsoort. Zo is de snijrand van staal en roestvast staal veel beter en gladder dan de randen van aluminium snijwerk.
Met de komst van HD plasma snijden is de kwaliteit erg verbetert en is het verschil met lasersnijden onder ideale omstandigheden onbeduidend.
Haaksheid snijrand
De haaksheid is minder nauwkeurig dan bij lasersnijden of autogeen snijden.
Dit komt o.a. door het fixatiepunt van de plasma toorts en omdat doorgaans dikkere plaatmaterialen gesneden worden. De haaksheid is te verbeteren door een aantal technieken. Door de hoogte van de brander goed in te stellen is een bijna rechte snijvoeg te krijgen. Eventueel kan ook de toorts onder een kleine hoek gezet worden om zo de afschuining helemaal te verhelpen.
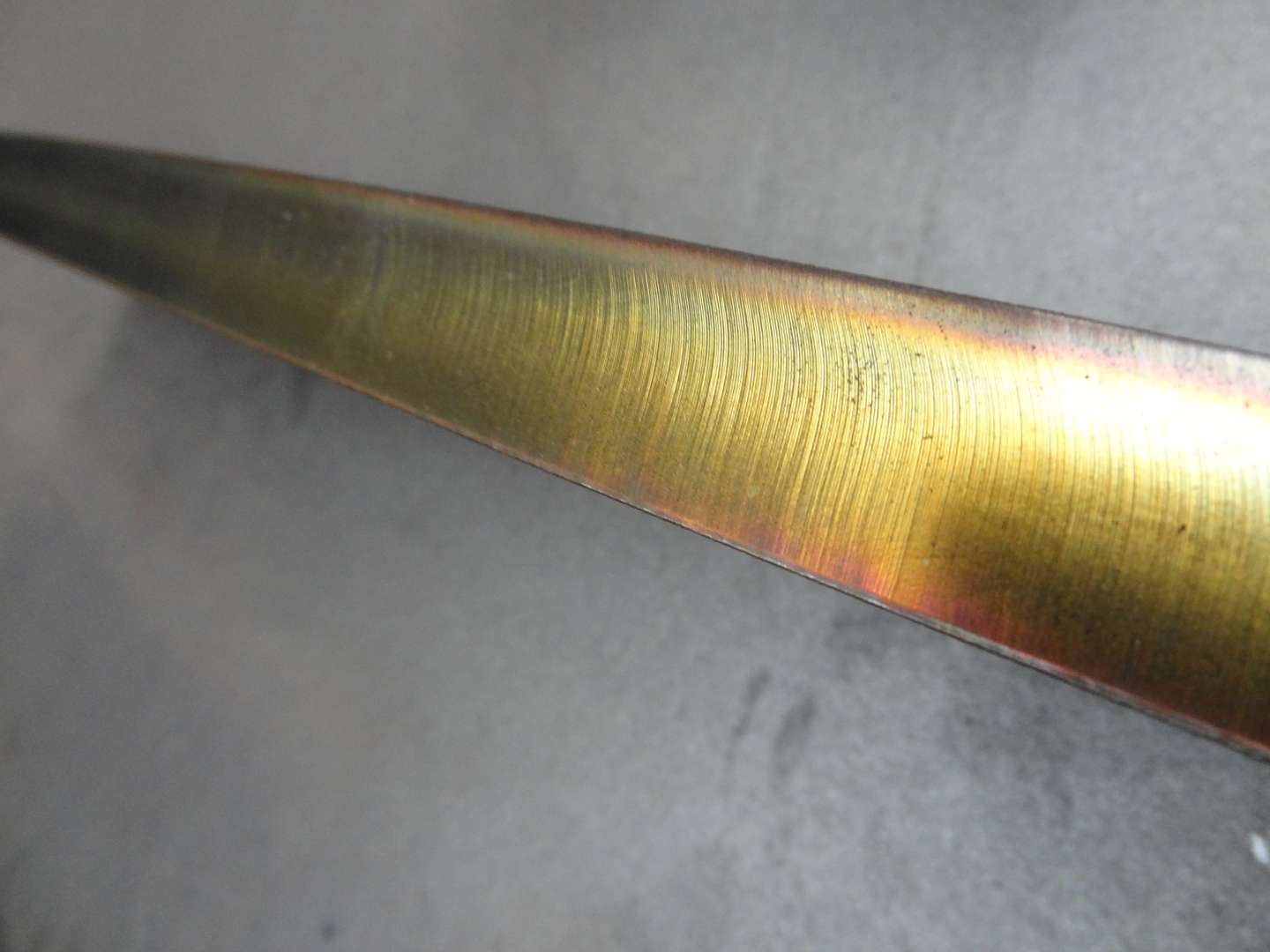
Oxidatie en braamvorming
Oxidatie ontstaat wanneer staal tijdens thermische snijprocessen in aanraking komt met zuurstof.
Dit is voornamelijk het geval bij brandsnijden. Plasma snijden is een smeltsnijproces, dus zal er zich in de meeste gevallen geen oxidehuid vormen. Alleen wanneer de snelheid te hoog is en er met zuurstof gesneden wordt kan er een oxidehuid ontstaan. Deze zit meestal vrij los en kan eenvoudig verwijderd worden.
Braamvorming is een ongewenst effect dat bij elke snijbewerking in meer of mindere mate optreedt. Bij plasma snijden kan de braamvorming aanzienlijk zijn. Kleine scherpe randen kunnen het product onbruikbaar maken. Ontbramen van plasma snijwerk is eigenlijk altijd nodig.
Warmte beïnvloede zone
Plasma snijden is een thermisch snijproces, waarbij veel hitte ontstaat.
Dit is de grootste beperking van het plasma snijden. De warmte die ontstaat is veel groter dan bij lasersnijden het geval is. Deze hitte kan in de warmte beïnvloede zone in sommige gevallen voor problemen zorgen. Er is sprake van verharding en er kan scheurvorming optreden. Dit kan ervoor zorgen dat het product lastiger te verspanen is. Ook tijdens het lassen kan er waterstofbrosheid optreden en in bepaalde gevallen kan er scheurvorming optreden bij het kanten/zetten. Door het product te koelen en de opwarming/afkoeling geleidelijk te laten verlopen en door de juiste snijinstellingen te gebruiken is de warmte beïnvloede zone te beheersen.
Gatdiameter
Het is niet mogelijk om gaten kleiner dan de plaatdikte te plasma snijden.
Staal met een plaatdikte van 10 mm heeft dus een minimale gatdiameter van 10 mm. Het is wel mogelijk om kleinere gaten in het plaatwerk te boren. Voorsnijden van gaten voor boren of tappen kan niet. In plaats daarvan is het mogelijk om met de plasma een centreerpunt te graveren. Voorsnijden voor te frezen gaten is wel mogelijk mits de vuistregel voor de minimale gatdiameter wordt aangehouden. Houdt er rekening mee dat de haaksheid van de snede in gaten afneemt naarmate de gaten kleiner worden.



Plaatdikte en afmeting
De plaatdikte is bepalend voor de kwaliteit van het plasma snijwerk. Hoe dikker de plaat is, hoe groter de maatafwijkingen zullen zijn op ruwheid en haaksheid. Ook is er meer braamvorming en de warmte inbreng is groter. Beperkingen op plaatdikte en afmetingen zijn afhankelijk van de bron en het formaat van de snijtafel. Bij dikkere platen moet rekening gehouden worden met andere toleranties of het product moet nabewerkt worden.