Ontwerprichtlijnen lassen
Om uw producten efficiënt en betrouwbaar te kunnen lassen, is het belangrijk dat er vanaf het ontwerp rekening wordt gehouden met de mogelijkheden en beperkingen van lastechnieken. In deze richtlijnen leest u waar u op moet letten bij het ontwerp, zodat het lasproces soepel verloopt, de verbindingen sterk en duurzaam zijn en het eindresultaat optimaal aansluit bij uw toepassing.
Lascapaciteit bij Tosec
Bij Tosec combineren we traditioneel handmatig lassen met geavanceerde automatisering, zodat we zowel enkelstuks als seriematig werk efficiënt kunnen uitvoeren. Voor gesloten profielen zetten we onze lasnaadmachine in, met een effectieve laslengte van 6 meter en een maximale productafmeting van 500 x 500 x 6.000 mm.
Daarnaast beschikken we over meerdere cobot- en robotlascellen. De capaciteit van deze cellen loopt van 1.200 x 1.200 x 1.200 mm tot een tracked robot die werkstukken tot 12 meter lengte kan verwerken. Veel van onze robots zijn uitgerust met lasmanipulatoren, waaronder swingarm- en dubbelwerkende manipulators met een capaciteit tot 5 ton. Voor seriematig werk zijn sommige robots voorzien van een wisseltafelsysteem, waarmee we een hoge efficiëntie en constante kwaliteit kunnen garanderen.
Algemene lastoleranties
Hieronder worden algemene toleranties vermeld, standaard laswerk valt onder ISO 5817-C en conform ISO 13920BF
Wilt u meer informatie of direct een aanvraag indienen?
Neem gerust contact met ons op voor advies of stel direct een vraag over uw specifieke project.
Nauwkeurige las toleranties
Hieronder worden nauwkeurige toleranties vermeld, conform ISO 13920AE. Standaard laswerk valt onder ISO 5817-C.
Meer weten of meteen een aanvraag starten?
Heeft u vragen over uw project? Neem gerust contact met ons op voor persoonlijk advies of een directe oplossing op maat.
Lasaanduidingen
Het correct aangeven van lasaanduidingen op tekeningen is essentieel voor een goed eindresultaat. Zowel engineers, werkvoorbereiders als lassers zijn hierbij gebaat. De symbolen en regels zijn vastgelegd in de NEN-ISO 2553 norm. Omdat lassen een kostbare bewerking is, voorkomt een duidelijke en juiste aanduiding fouten, misverstanden en onnodige kosten.
Lasaanduidingen
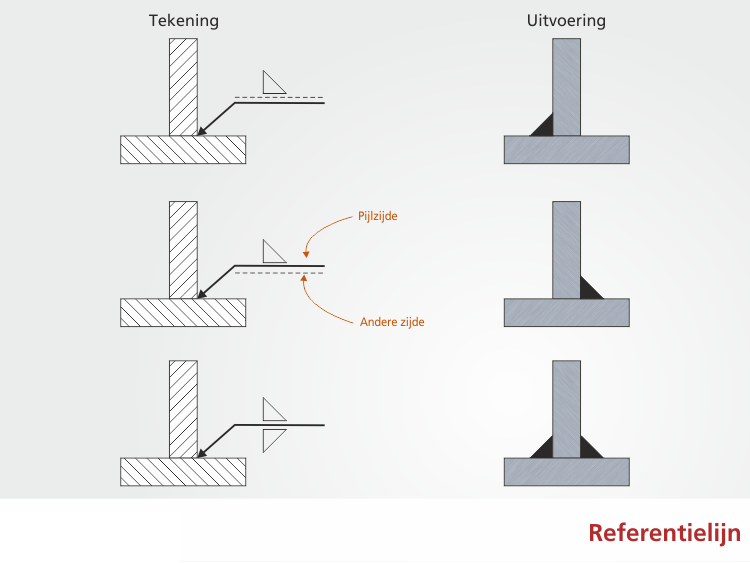
Een lasaanduiding begint met een pijlpunt die naar de plaats van de las wijst. Bij voorbewerkte verbindingen geeft de pijl aan welke zijde voorbereid moet worden. Eventuele extra symbolen kunnen op de horizontale lijn worden geplaatst.
Voor complexere verbindingen kan een referentielijn worden toegevoegd. Staat het symbool op de doorgetrokken lijn, dan geldt dit voor de pijlpuntzijde; op de streeplijn geldt het voor de andere zijde. Zonder referentielijn wordt de las dubbel uitgevoerd. Het gebruik van een referentielijn voorkomt verwarring en zorgt voor duidelijke instructies.
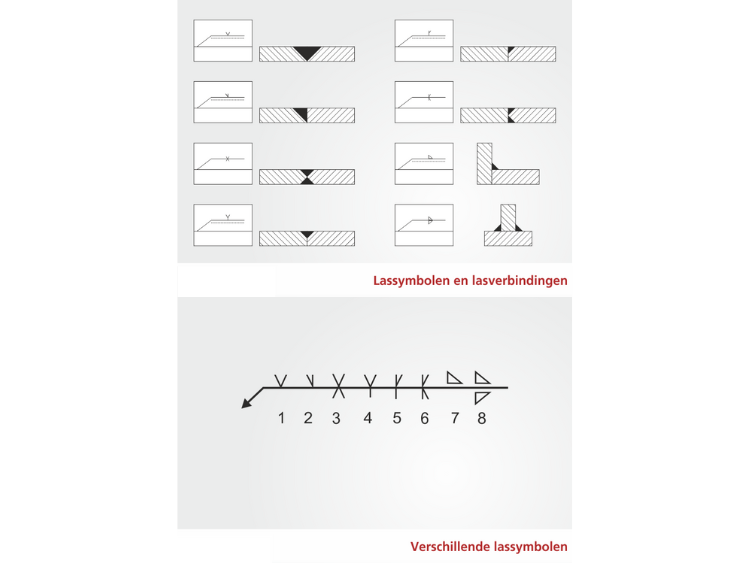
Lassymbolen en naden
Lassymbolen geven aan welke lasnaad en voorbereiding gewenst is. De meest voorkomende zijn:
- V-naad – beide kanten afgeschuind, V-vorm.
- Halve V-naad – één kant afgeschuind tegenover een rechte zijde.
- X-naad – afschuining aan beide zijden, X-vorm.
- Y-naad – schuine kant met inbranding tegenover een rechte kant.
- Halve Y-naad – variant met één schuine zijde.
- K-naad – beide kanten afgeschuind met een vlak ertussen.
- Hoeklas – twee delen in een hoek verbonden.
- Dubbele hoeklas – hoeklas aan beide zijden uitgevoerd.
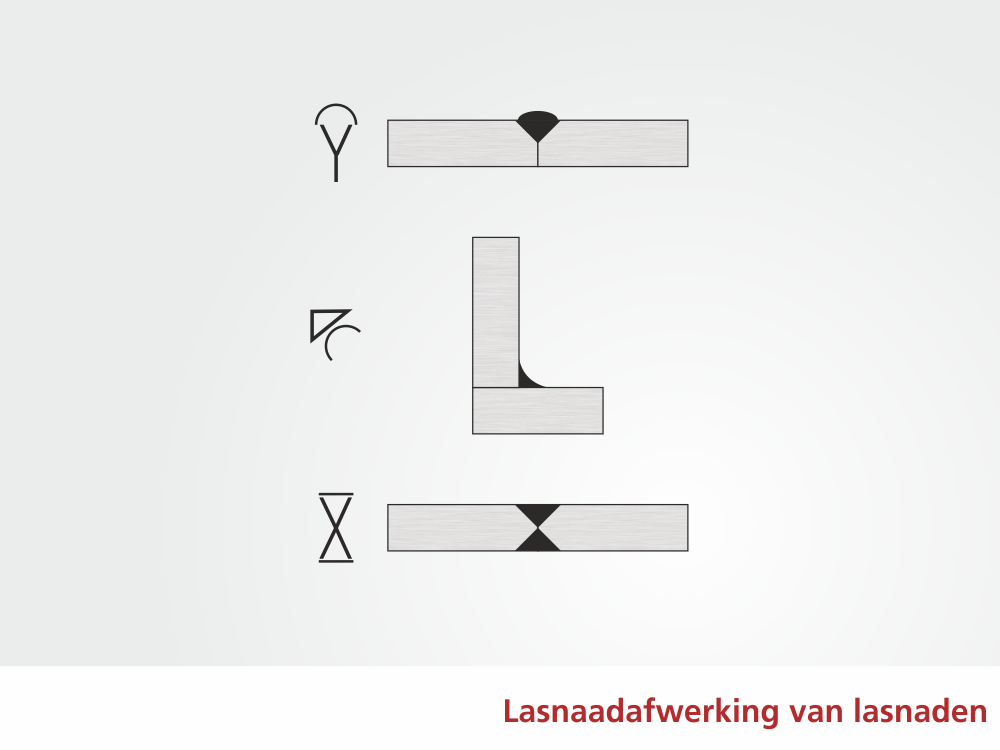
Lassymbolen en naden
De afwerking van de las kan op de tekening worden aangegeven:
- Vlak – gelijkgeslepen met het moedermateriaal.
- Concave (hol) – een vloeiende, holle overgang.
- Convex (bol) – een bolle vorm, toegepast bij extra sterkte-eisen.


Interesse in meer informatie of klaar voor een aanvraag?
Wij denken graag met u mee. Neem contact op voor advies of stel direct uw vraag over uw maatwerkproject.
Richtlijnen voor het aangeven van lassen
Voor het aangegeven van lasaanduidingen zijn de volgende richtlijnen/tips beschikbaar.
- Zet op de tekening altijd het soort las en het kwaliteitsniveau (kettinglas, aflassen, doorlassen).
- Zet lassen die erg belangrijk zijn afzonderlijk op de tekening. Dit is duidelijker dan een kettinglas
- Hou rekening met de sterkte van de las zoals aangegeven op de tekening.
- Geef altijd de gewenste lasverbinding aan. Anders zal de lasser zelf een lasverbinding kiezen
- Geef op de tekening het type afwerking aan.
- Geef op de tekening aan of de las aan beide zijden bewerkt moet worden.
- Geef op de tekening aan waar niet gelast mag worden met de tekst “niet lassen”
Richtlijnen voor het aangeven van lassen
Om uw aanvragen en orders succesvol te kunnen verwerken, willen we u vragen de tekeningen volgens onderstaande specificaties toe te leveren.
| Aanlevering bij de aanvraag of order: |
|---|
|
Per onderdeel of samenstelling een 3D STEP-file of 2D DXF/DWG - snijtekening Per onderdeel een PDF/ werktekening voorzien van maatvoering, toleranties, tapgaten etc. Per order een bestellijst met de volgende gegevens (Voorkeur Excel/CSV): -Tekeningnummer -Aantal -Materiaalsoort en dikte |
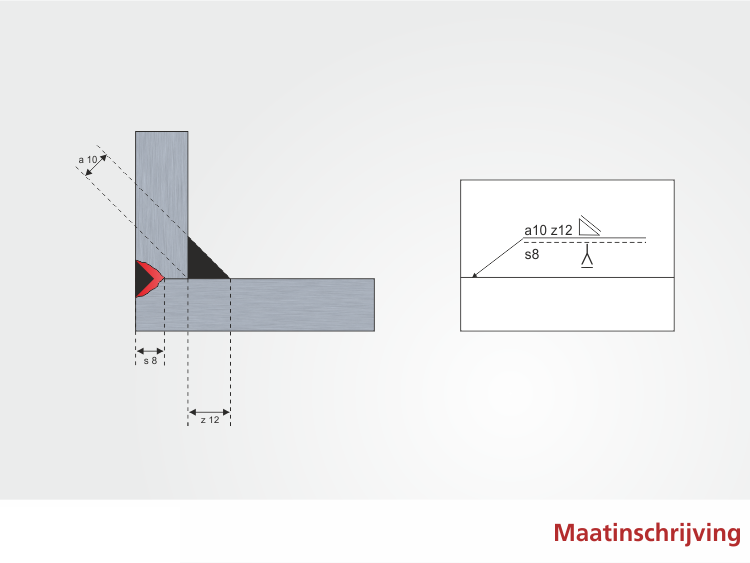
Maatvoering en kettinglassen
De afmetingen van een las worden naast het lassymbool aangegeven, zodat de las op de juiste grootte kan worden uitgevoerd. Belangrijke waarden zijn:
- a-hoogte (a): de keelhoogte van de las, veel gebruikt bij hoeklassen (vuistregel: 0,7 × dunste plaatdikte).
- z-waarde (z): de beenlengte van de las.
- s-waarde (s): de inbrandingsdiepte, vooral bij V- en Y-naden.
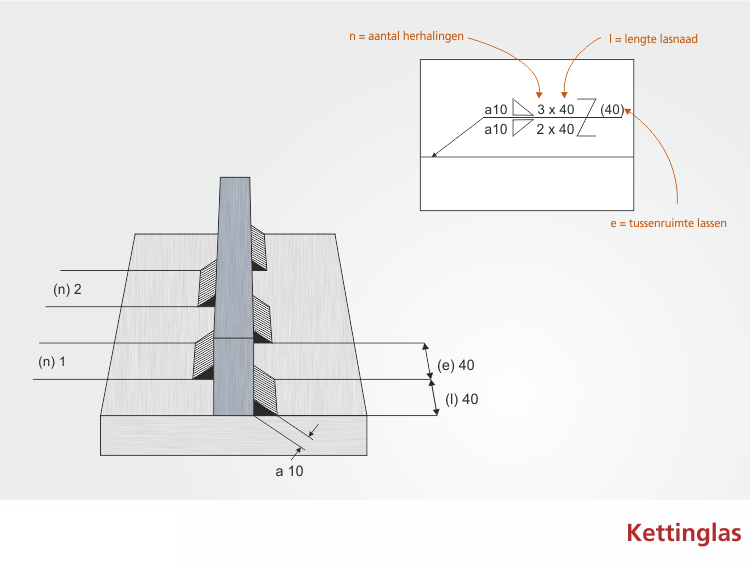
Wanneer een las niet doorlopend wordt gelegd, spreekt men van een kettinglas. Deze wordt aangegeven met het aantal lassen (n) en de lengte van elke las (l), eventueel aangevuld met de afstand ertussen (e). Duidelijke maatvoering voorkomt fouten, garandeert de juiste sterkte en bespaart onnodige kosten.
| Lassen |
|---|
|
lastekening voorzien van alle benodigde lasaanduidingen, uitvoeringsklasse, maatvoering, stuklijst en toleranties (DWG/PDF) Bij voorkeur een STEP-file van de samenstelling |
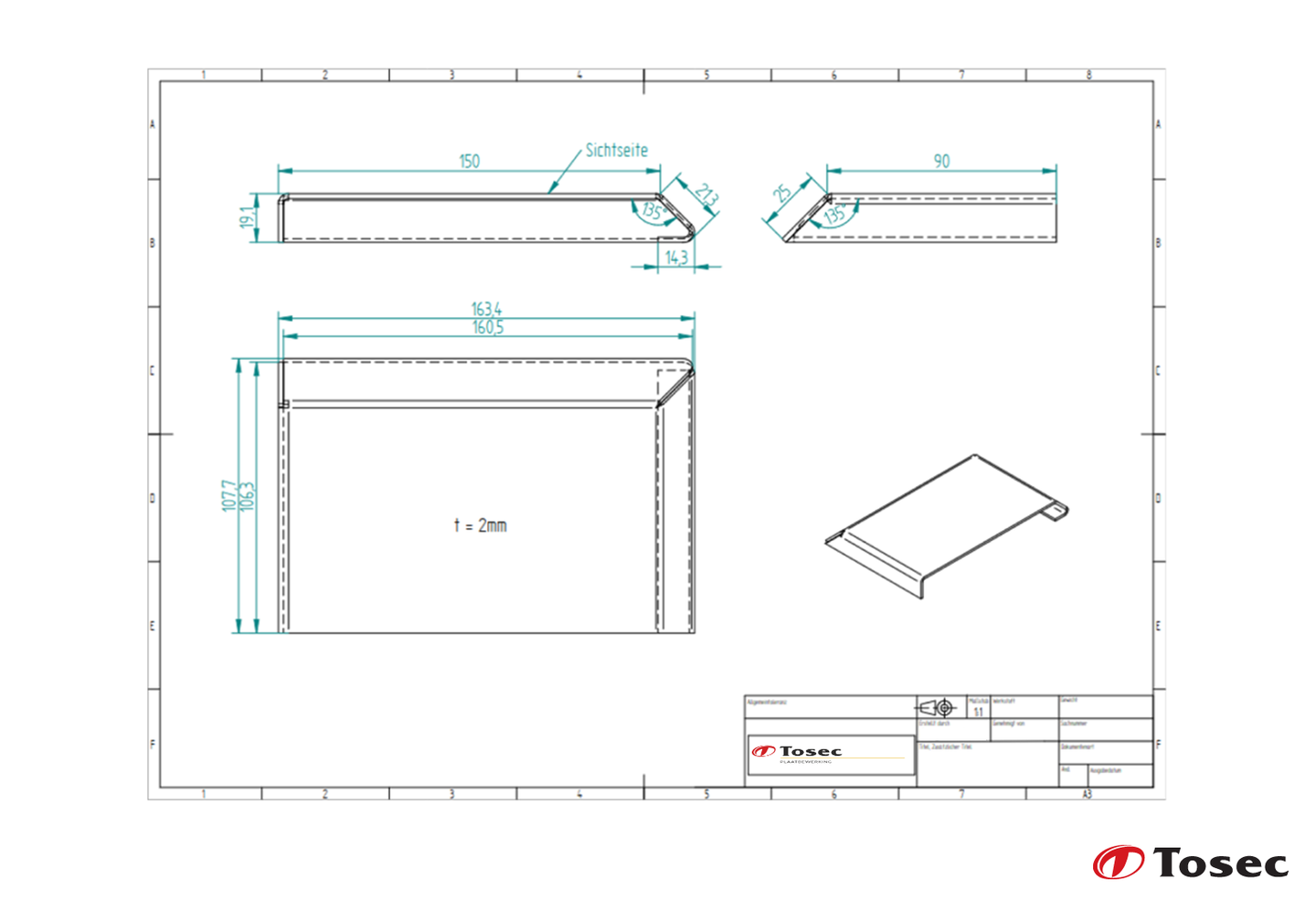
Technische tekening PDF
DXF-bestand
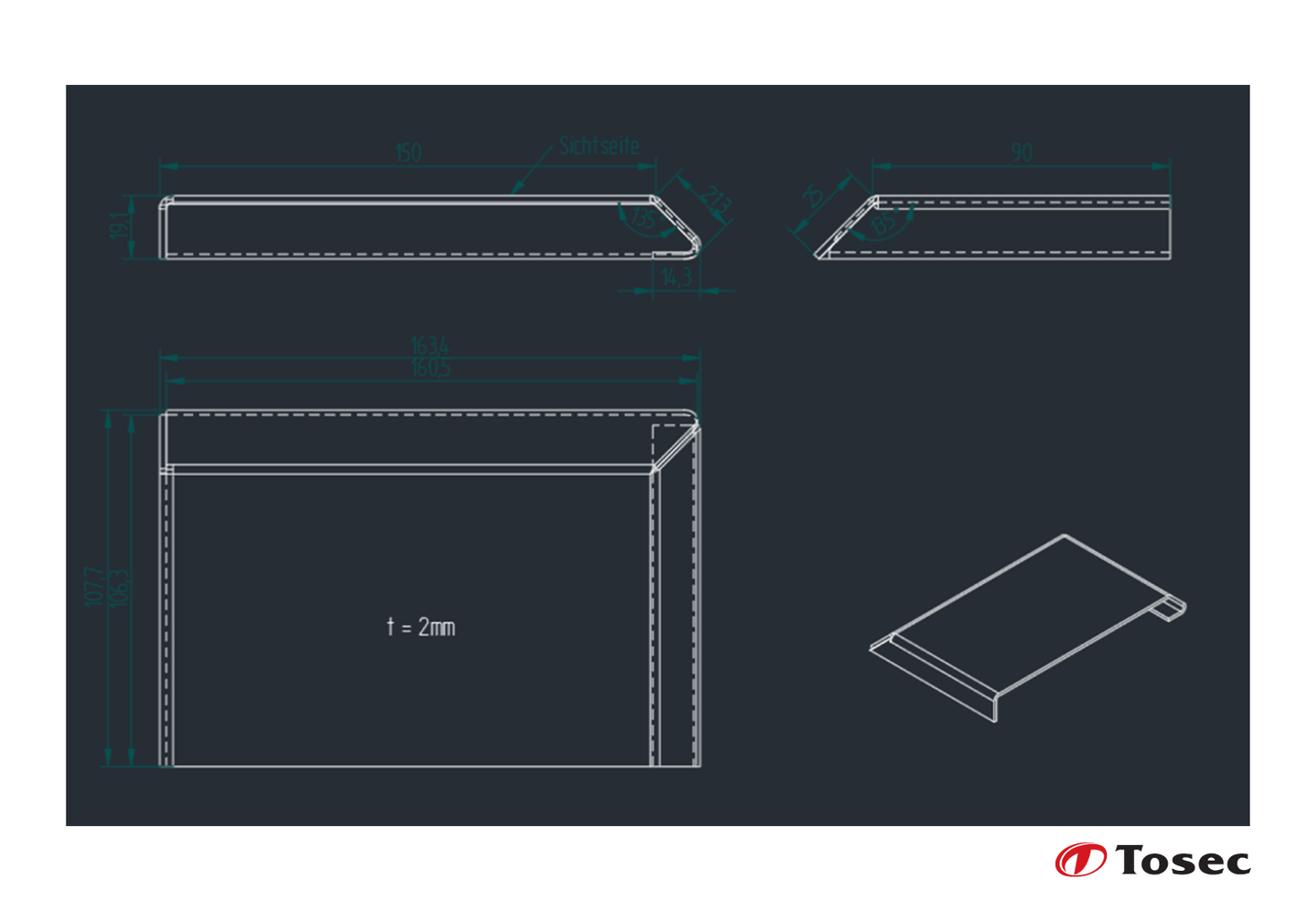
STEP-bestand
Op zoek naar informatie of wilt u direct een aanvraag doen?
Heeft u een vraag over uw project? Neem contact met ons op voor gericht advies en een oplossing op maat.
Noodzakelijke lasinformatie
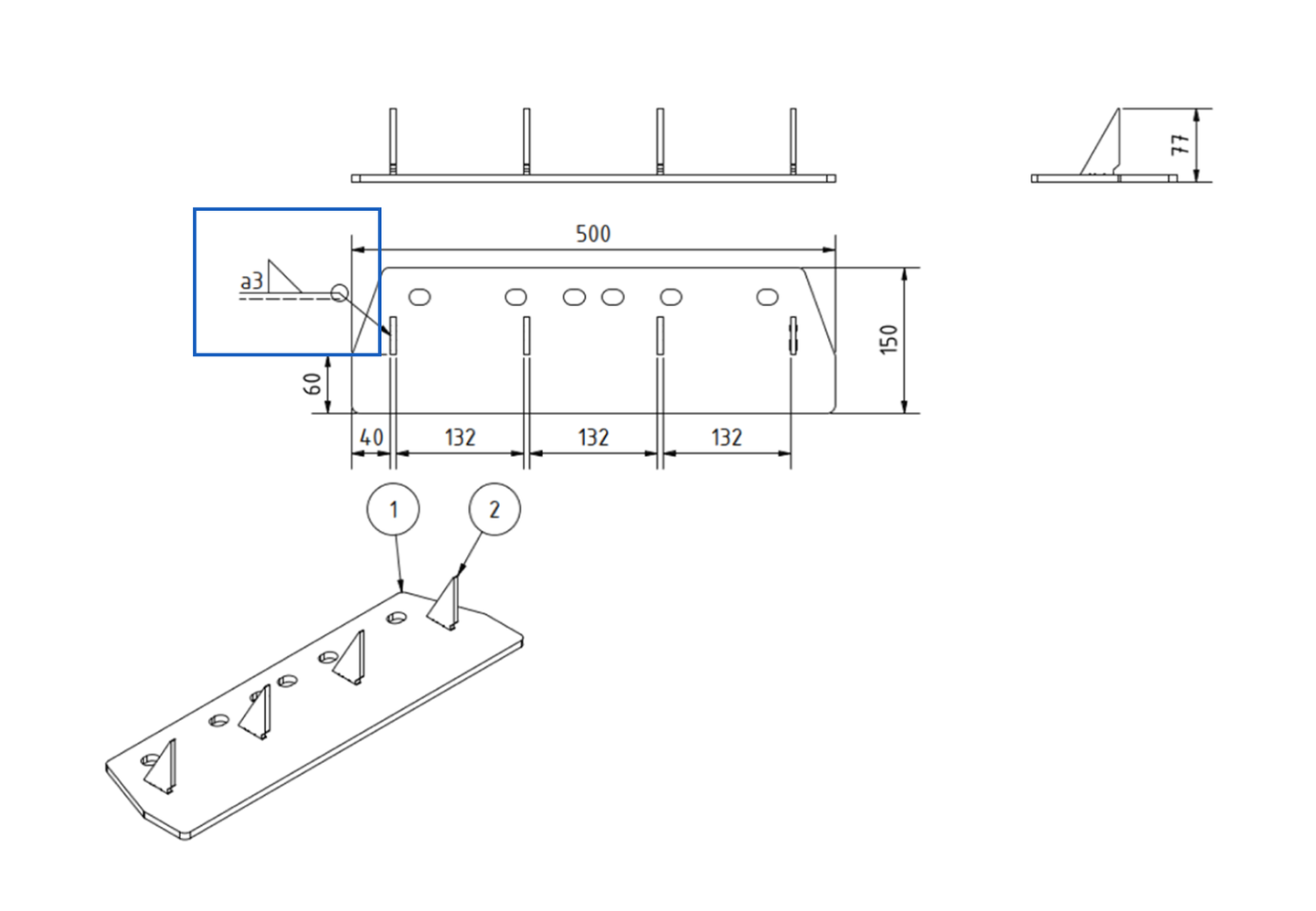
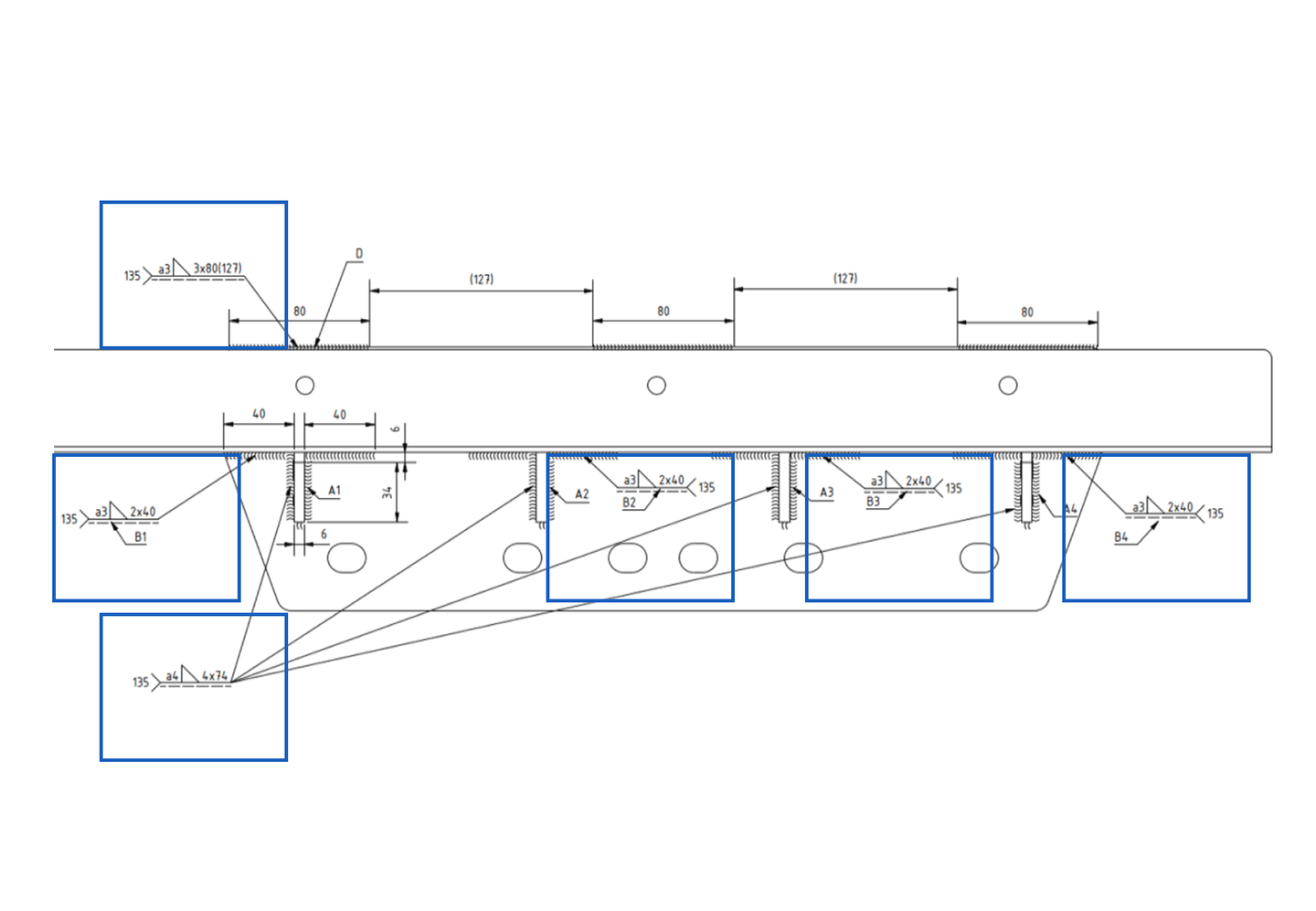
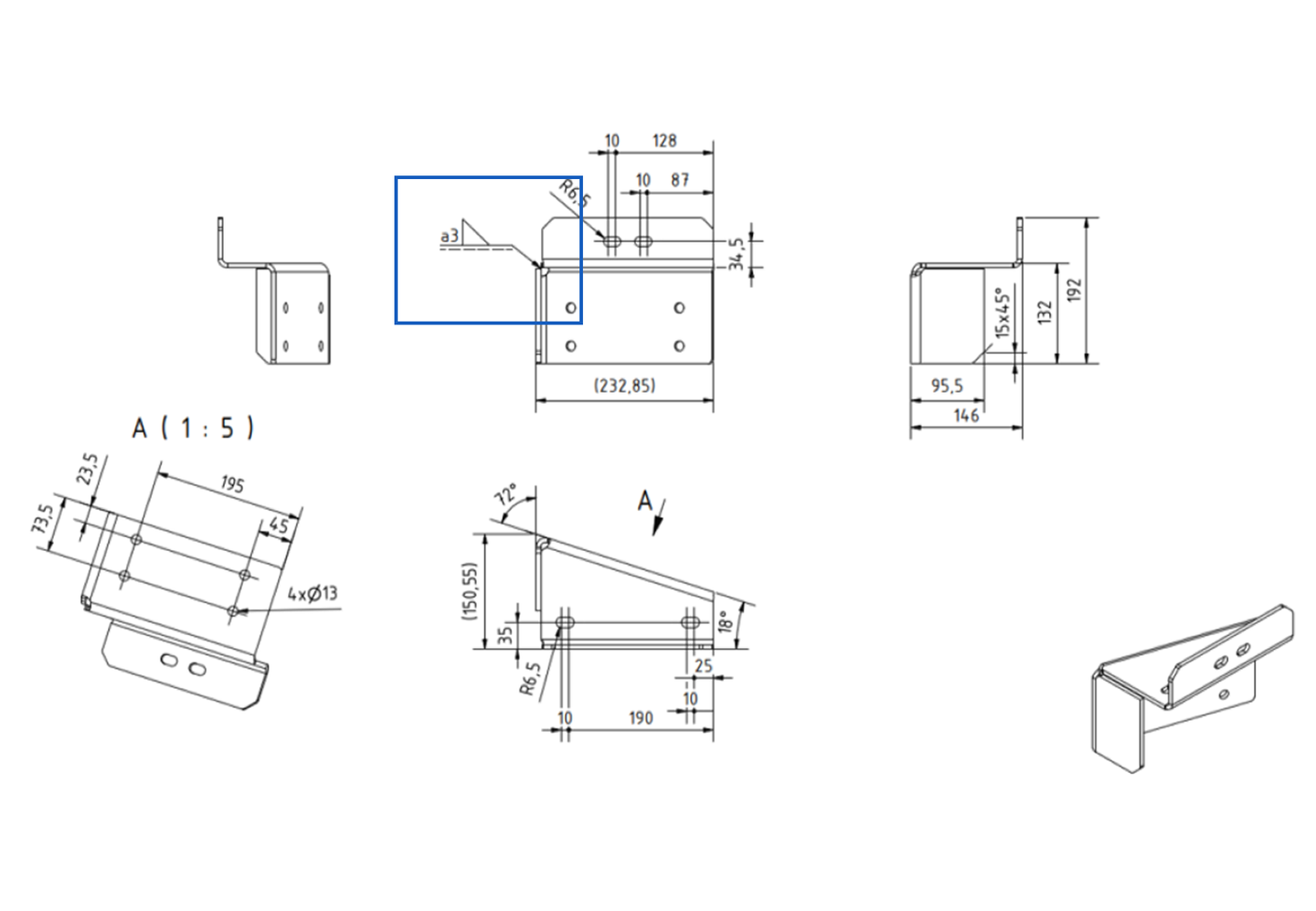
Bij het lassen van een onderdeel is het belangrijk om alle lasdetails die nodig zijn voor de productie op de tekening te noteren. Dit omvat niet noodzakelijkerwijs de lasnaad zelf, maar alleen de locatie en het type.
Hier ziet u voorbeelden van technische tekeningen die een optimale vervolgbewerking mogelijk maken:
Wilt u een lasproject aanvragen?
