Ontwerprichtlijnen laser en autogeensnijden
Bij het snijden van plaatwerk is een hoge nauwkeurigheid essentieel. Toch kunnen kleine afwijkingen ontstaan door materiaalvariaties, warmte-invloeden of machinetoleranties. Om een optimaal eindresultaat te garanderen, is het belangrijk om in de ontwerpfase al rekening te houden met mogelijke onregelmatigheden in het materiaal en de invloed van de laserstraal tijdens het snijproces. Door deze factoren vroegtijdig te integreren in het ontwerp, verloopt zowel de productie als de nabewerking efficiënter, met minder kans op fouten en lagere productiekosten.

Snijafmetingen Tosec
Binnen het machinepark van Tosec beschikken we over een zeer uitgebreid snijbereik voor plaatbewerking. Onze grootste lasersnijmachine heeft een maximaal snijbereik van 18.000 x 3.000 mm. Dankzij de portaallasersnijmachine kunnen we bovendien bevel snijden (afschuinen) tot een snijbereik van 17.500 x 2.500 mm, met een maximale dikte van 40 mm. Daarnaast staan meerdere lasersnijmachines met een snijbereik van 6.000 x 2.000 mm klaar voor uiteenlopende producties.
Voor staal, RVS en aluminium kunnen we met onze lasers tot een maximale plaatdikte van 50 mm snijden.
Moet er dikker materiaal worden bewerkt? Dan biedt autogeen snijden uitkomst. Met deze techniek kunnen we plaatdiktes tot 150 mm snijden, binnen een snijbereik van 8.000 x 4.000 mm.
Lasersnijden Autogeen snijdenMinimale gatdiameter
Door de werking van de snijmachines is het niet altijd mogelijk om elke gatdiameter te snijden. De onderstaande tabellen geven een richtlijn aan wat betreft de limitaties van de lasersnijmachine om een kwalitatief goed gat te kunnen snijden.
Voor het autogeensnijden is de minimale gatdiameter gelijk aan de plaatdikte.
| Plaatdikte (mm) | Staal | Gestraald | Aluminium/RVS |
|---|---|---|---|
| 1,00 | 0,5 | n.v.t. | 0,5 |
| 1,50 | 0,5 | n.v.t. | 0,5 |
| 2,00 | 0,75 | n.v.t. | 0,75 |
| 2,50 | 1 | n.v.t. | 1 |
| 3,00 | 1 | n.v.t. | 1 |
| 4,00 | 1,5 | n.v.t. | 1,5 |
| 5,00 | 2 | 3,5 | 2 |
| 6,00 | 2,5 | 4 | 2,5 |
| 8,00 | 3 | 5 | 3 |
| 10,00 | 3,5 | 6 | 4,5 |
| 12,00 | 4 | 8 | 6 |
| 15,00 | 6 | 10 | 8 |
| 20,00 | 8 | 13 | 10 |
| 25,00 | 10 | 16 | 13 |
| 30,00 | 12 | 20 | 16 |
Minimale tapgatdiameter
| Plaatdikte (mm) | Staal | Gestraald | Aluminium/RVS |
|---|---|---|---|
| 1,00 | M3 | n.v.t. | M3 |
| 1,50 | M3 | n.v.t. | M3 |
| 2,00 | M3 | n.v.t. | M3 |
| 2,50 | M3 | n.v.t. | M3 |
| 3,00 | M3 | n.v.t. | M3 |
| 4,00 | M3 | n.v.t. | M3 |
| 5,00 | M3 | M5 | M3 |
| 6,00 | M4 | M5 | M4 |
| 8,00 | M4 | M6 | M5 |
| 10,00 | M5 | M8 | M6 |
| 12,00 | M6 | M10 | M8 |
| 15,00 | M8 | M12 | M10 |
| 20,00 | M10 | M16 | M12 |
| 25,00 | M12 | M20 | M16 |
| 30,00 | M16 | M24 | M20 |
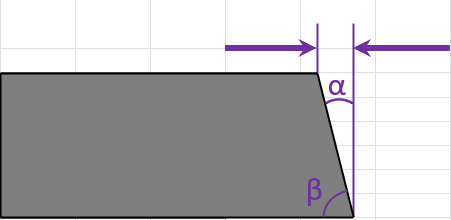
Tollerantie op haaksheid van de snede
| Plaatdikte (mm) | mm afwijking | Hoek α° | Hoek β° |
|---|---|---|---|
| 0 - 1 | 0,4 | 22,3 | 67,7 |
| 1 - 3,15 | 0,43 | 7,8 | 82,2 |
| 3,15-6,3 | 0,5 | 4,2 | 85,8 |
| 6,3-10 | 0,5 | 2,9 | 87,1 |
| 10-15 | 0,6 | 2,1 | 87,9 |
| 15-20 | 0,6 | 1,7 | 88,3 |
| 20-25 | 0,7 | 1,5 | 88,5 |
| 25-32 | 0,7 | 1,3 | 88,7 |
| 32-50 | 0,9 | 1,0 | 89,0 |
Wilt u meer informatie of direct een aanvraag indienen?
Neem gerust contact met ons op voor advies of stel direct een vraag over uw specifieke project.
Uiterste afwijking lasersnijden voor nominale afmetingen tolerantie klasse in mm.
| Nominale | afmetingen | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Plaatdikte | >0 tot <3 | ≥3 tot <10 | ≥10 tot <35 | ≥35 tot <125 | ≥125 tot<315 | ≥315 tot <1000 | ≥1000 tot < 2 000 | ≥2000 tot <4000 | ≥4000 tot <6000 | ≥6000 tot <8000 |
| >0 tot ≤1 | ±0,075 | ±0,10 | ±0,10 | ±0,20 | ±0,20 | ±0,30 | ±0,40 | ±0,65 | ±0,90 | ±1,60 |
| >1 tot ≤3,15 | ±0,10 | ±0,15 | ±0,20 | ±0,25 | ±0,25 | ±0,35 | ±0,40 | ±0,65 | ±1,00 | ±1,75 |
| >3,15 tot ≤6,3 | ±0,20 | ±0,20 | ±0,25 | ±0,25 | ±0,30 | ±0,40 | ±0,45 | ±0,70 | ±1,10 | ±1,90 |
| >6,3 tot ≤10 | - | ±0,25 | ±0,30 | ±0,30 | ±0,35 | ±0,45 | ±0,55 | ±0,75 | ±1,25 | ±2,20 |
| >10 tot ≤15 | - | ±0,30 | ±0,35 | ±0,40 | ±0,45 | ±0,55 | ±0,65 | ±0,85 | ±1,50 | ±2,50 |
| >15 tot ≤20 | - | ±0,40 | ±0,40 | ±0,45 | ±0,55 | ±0,75 | ±0,85 | ±1,2 | ±1,90 | ±2,80 |
| >20 tot ≤25 | - | ±0,45 | ±0,50 | ±0,60 | ±0,70 | ±0,90 | ±1,10 | ±1,60 | ±2,40 | ±3,25 |
| >25 tot ≤32 | - | - | ±0,70 | ±0,70 | ±0,80 | ±1,0 | ±1,6 | ±2,25 | ±3,00 | ±4,00 |
| >32 tot ≤50 | - | - | ±0,70 | ±0,70 | ±0,80 | ±1,0 | ±1,6 | ±2,5 | ±3,8 | ±5,00 |
| >50 tot ≤100 | - | - | ±1,3 | ±1,3 | ±1,4 | ±1,7 | ±2,2 | ±3,1 | ±4,4 | ±5,6 |
| >100 tot ≤150 | - | - | ±1,9 | ±2,0 | ±2,1 | ±2,3 | ±2,9 | ±3,8 | ±5,1 | ±6,3 |
| >150 tot ≤200 | - | - | ±2,6 | ±2,7 | ±2,7 | ±3,0 | ±3,6 | ±4,5 | ±5,7 | ±7,0 |
| >200 tot ≤250 | - | - | - | - | - | ±3,7 | ±4,2 | ±5,2 | ±6,4 | ±7,7 |
| >250 tot ≤300 | - | - | - | - | - | ±4,4 | ±4,9 | ±5,9 | ±7,1 | ±8,4 |
Uiterste afwijking autogeen snijden voor nominale afmetingen tolerantieklasse in mm.
| Nominale | afmetingen | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Plaatdikte | >0 tot <3 | ≥3 tot <10 | ≥10 tot <35 | ≥35 tot <125 | ≥125 tot<315 | ≥315 tot <1000 | ≥1000 tot < 2 000 | ≥2000 tot <4000 | ≥4000 tot <6000 | ≥6000 tot <8000 |
| >0 tot ≤1 | ±0,5 | ±0,6 | ±0,6 | ±0,7 | ±0,7 | ±0,80 | ±0,90 | ±0,90 | - | ±1,40 |
| >1 tot ≤3,15 | ±0,60 | ±0,6 | ±0,7 | ±0,7 | ±0,8 | ±0,90 | ±1 | ±1,1 | ±1,4 | ±1,60 |
| >3,15 tot ≤6,3 | ±0,70 | ±0,8 | ±0,9 | ±0,9 | ±1,1 | ±1,2 | ±1,3 | ±1,3 | ±1,6 | ±2,0 |
| >6,3 tot ≤10 | - | ±1 | ±1,1 | ±1,30 | ±1,4 | ±1,5 | ±1,6 | ±1,7 | ±1,9 | ±4,5 |
| >10 tot ≤15 | - | ±1,8 | ±1,8 | ±1,8 | ±1,9 | ±2,3 | ±3 | ±4,2 | ±4,3 | ±4,5 |
| >15 tot ≤20 | - | ±1,8 | ±1,8 | ±1,8 | ±1,9 | ±2,3 | ±3 | ±4,2 | ±4,3 | ±4,5 |
| >20 tot ≤25 | - | ±1,8 | ±1,8 | ±1,8 | ±1,9 | ±2,3 | ±3 | ±4,2 | ±4,3 | ±4,5 |
| >25 tot ≤32 | - | ±1,8 | ±1,8 | ±1,8 | ±1,9 | ±2,3 | ±3 | ±4,2 | ±4,3 | ±4,5 |
| >32 tot ≤50 | - | ±1,8 | ±1,8 | ±1,8 | ±1,9 | ±2,3 | ±3 | ±4,2 | ±4,3 | ±4,5 |
| >50 tot ≤100 | - | - | ±2,5 | ±2,5 | ±2,6 | ±3,0 | ±3,7 | ±4,9 | ±5,3 | ±5,6 |
| >100 tot ≤150 | - | - | ±3,2 | ±3,3 | ±3,4 | ±3,7 | ±4,4 | ±5,7 | ±6,1 | ±6,4 |
| >150 tot ≤200 | - | - | ±4,0 | ±4,0 | ±4,1 | ±4,5 | ±5,2 | ±6,4 | ±6,8 | ±7,1 |
| >200 tot ≤250 | - | - | - | - | - | ±5,2 | ±5,9 | ±7,2 | ±7,6 | ±7,9 |
| >250 tot ≤300 | - | - | - | - | - | ±6,0 | ±6,7 | ±7,9 | ±8,3 | ±8,6 |
Meer weten of meteen een aanvraag starten?
Heeft u vragen over uw project? Neem gerust contact met ons op voor persoonlijk advies of een directe oplossing op maat.
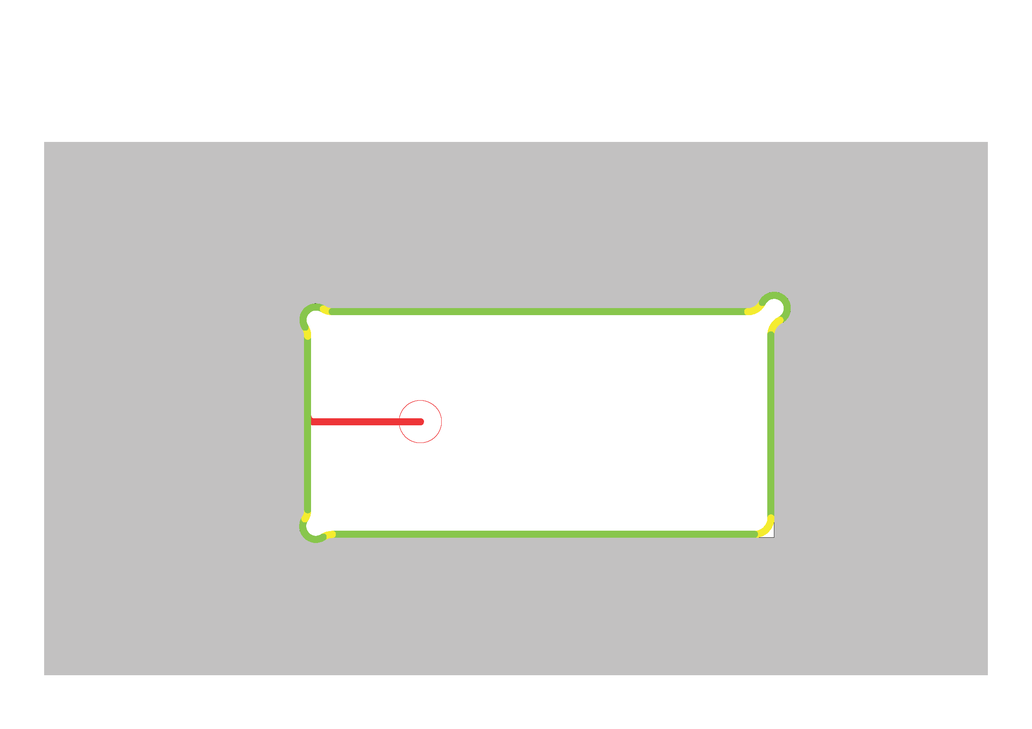
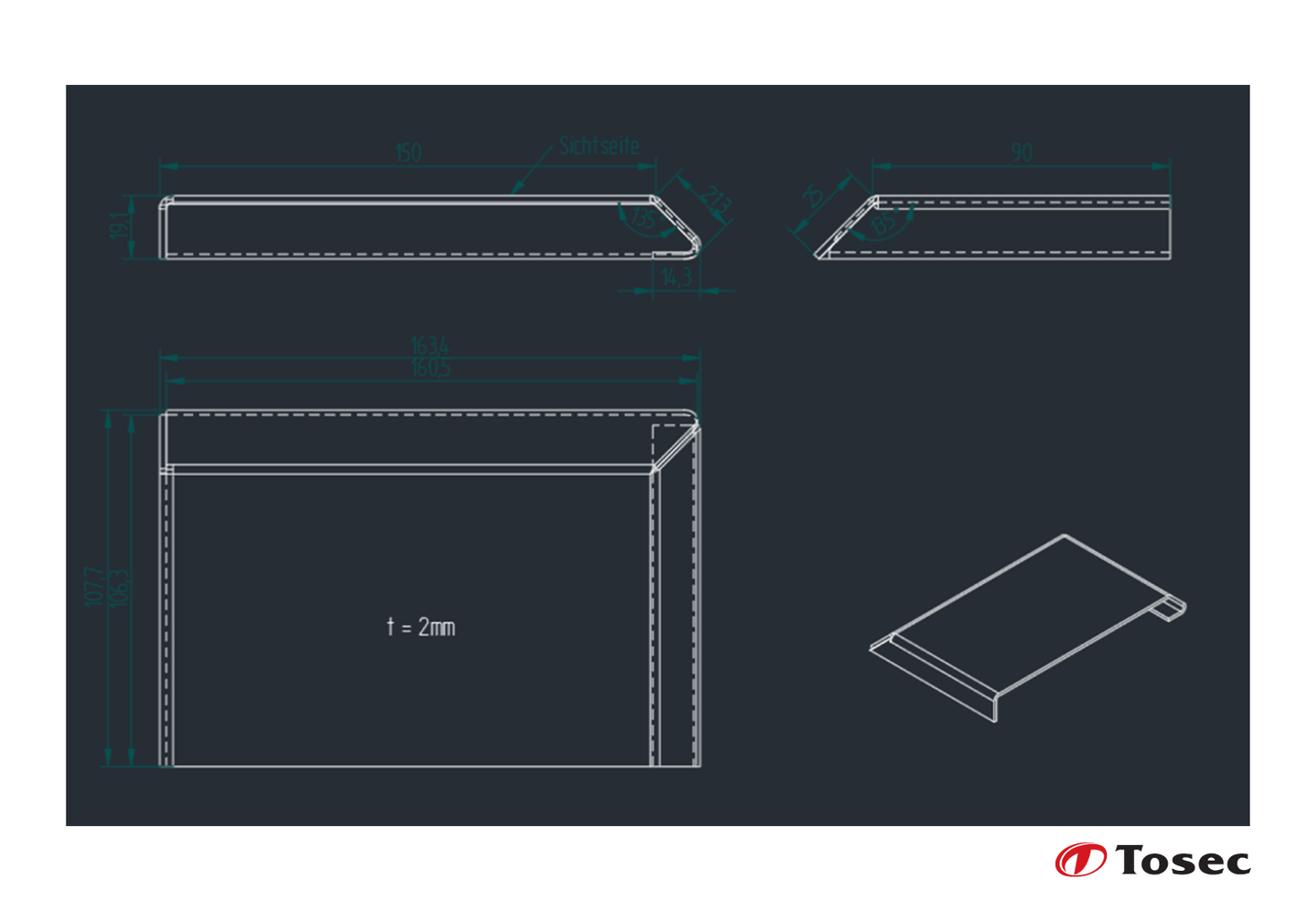
Snijhoeken
Door de richtingsverandering en warmtewerking bij hoeken kan een lasersnijmachine geen haakse hoeken snijden zonder dat daar andere maatregelen voor genomen moeten worden. Standaard wordt een hoek gesneden met een snijradius, dit kan voor problemen zorgen bij producten met precisie pasmaten.
Hiervoor is het bijvoorbeeld mogelijk om extra uitsparingen te hebben aan de hoeken, zie de foto hiernaast voor een voorbeeld. De extra uitsparing zorgt ervoor dat pasdelen blijven passen.
Voorkeur aanleverspecificaties Tosec B.V.
Om uw aanvragen en orders succesvol te kunnen verwerken, willen we u vragen de tekeningen volgens onderstaande specificaties toe te leveren.
| Aanlevering bij de aanvraag of order: |
|---|
|
Per onderdeel of samenstelling een 3D STEP-file of 2D DXF/DWG - snijtekening Per onderdeel een PDF/ werktekening voorzien van maatvoering, toleranties, tapgaten etc. Per order een bestellijst met de volgende gegevens (Voorkeur Excel/CSV): -Tekeningnummer -Aantal -Materiaalsoort en dikte |
| Snijden |
|---|
|
Lasersnijden en autogeen snijden Algemene voorwaarden: -schaal 1:1 in millimeters -De bestandsnaam heeft liever niet meer dan 20 tekens en is zonder leestekens. -Bij overstempelen expliciet vermelden -Bij EN1090 projecten duidelijk de uitvoeringsklasse aangeven 2D-Bestanden (DXF-file): -Snijlijnen wit, graveringen in geel en overige informatie in rood. 3D-Bestanden (STEP-file): -In samenstelling of als mono-deel toe te leveren. -Tapgaten, schuine kanten of verzonken gaten worden niet herkend door de software. Deze graag duidelijk aangeven op de meegestuurde PDF. |
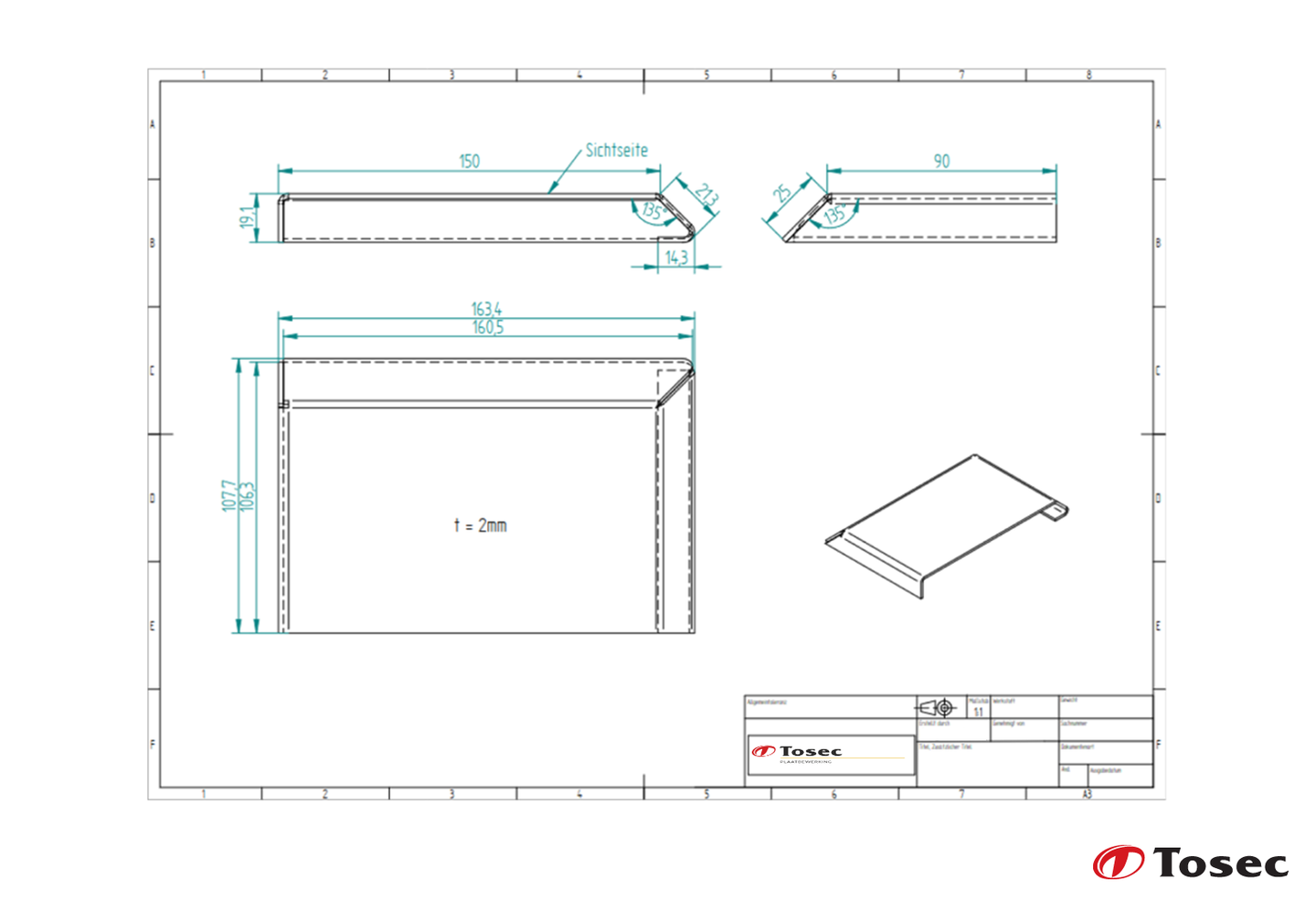
Technische tekening PDF
DXF-bestand
STEP-bestand
Wilt u een lasersnijproject aanvragen?
