Kanten breken
Bij het bewerken van metaal en plaatmateriaal wordt vaak kanten breken toegepast, waarbij scherpe randen licht worden afgerond. Deze bewerking verhoogt de veiligheid tijdens het gebruik, maakt de montage eenvoudiger en draagt bij aan een betere hechting van verf of coatings. Wij verzorgen het kanten breken van staal, roestvast staal en aluminium met hoge nauwkeurigheid en consistente kwaliteit, ongeacht de afmetingen of seriegrootte.
Modernste machinepark
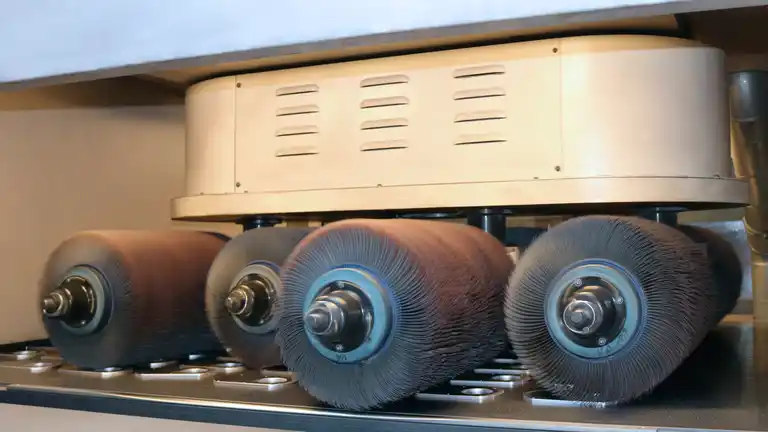
Voor het kantenbreken gebruiken we de modernste geautomatiseerde ontbraam en kantbreekmachines. Braamvorming wordt daarbij in een continu proces verwijderd en de snijranden worden tevens gebroken. Dit levert consistente resultaten op met een hoge nauwkeurigheid, ideaal voor onderdelen van elke vorm en grootte.
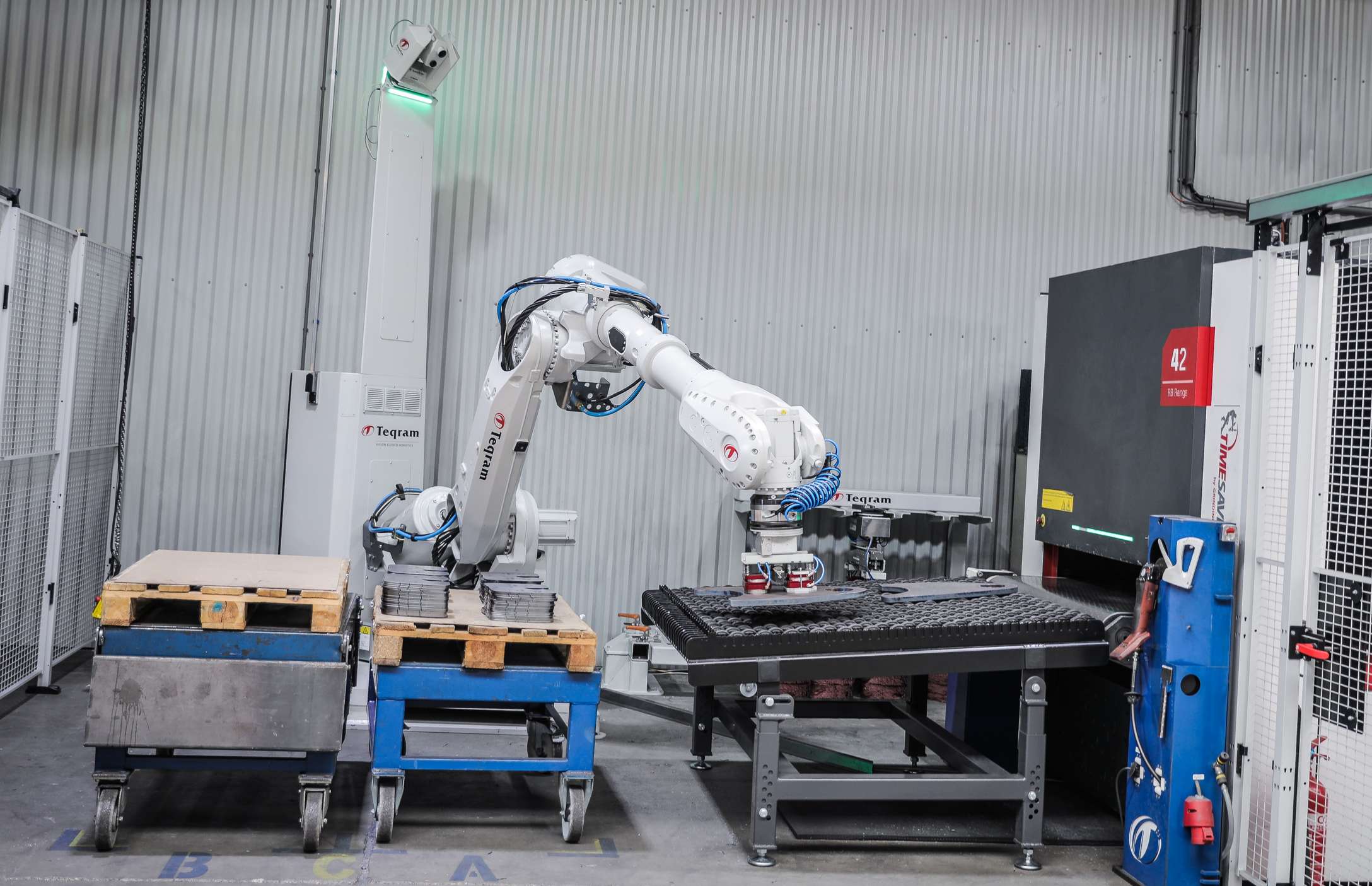
Timesavers RB 42
- Materialen: staal, rvs en aluminium
- Vervolgbewerking na lasers en autogeensnijden
- Werkbreedte: 1.340 mm
- Werklengte: ± 6.000mm
- Maximale productdikte: 100 mm
- Radius tot 2 mm mogelijk.
- Door incorporatie van de EasyDebur® van Teqram is het mogelijk om efficiënt veel delen te behandelen.
De haalbaarheid van radii hangt af van de dikte van het materiaal. Hieronder een overzicht voor staal:
- R = 0,5 mm: alle plaatdiktes
- R = 1,0 mm: vanaf 3 mm plaatdikte
- R = 1,5 mm: vanaf 3 mm plaatdikte
- R = 2,0 mm: vanaf 8 mm plaatdikte

Enkel - of dubbelzijdig kantenbreken
Bij het kantenbreken kan ervoor gekozen worden om het onderdeel enkel aan de snijzijde of aan beide zijden te bewerken.
Vooral in gevoelige toepassingen, zoals de voedingsmiddelenindustrie, is bewerking aan beide kanten van cruciaal belang. Er mogen absoluut geen metaalresten in producten terechtkomen, waardoor volledig ontbraamde randen noodzakelijk zijn.
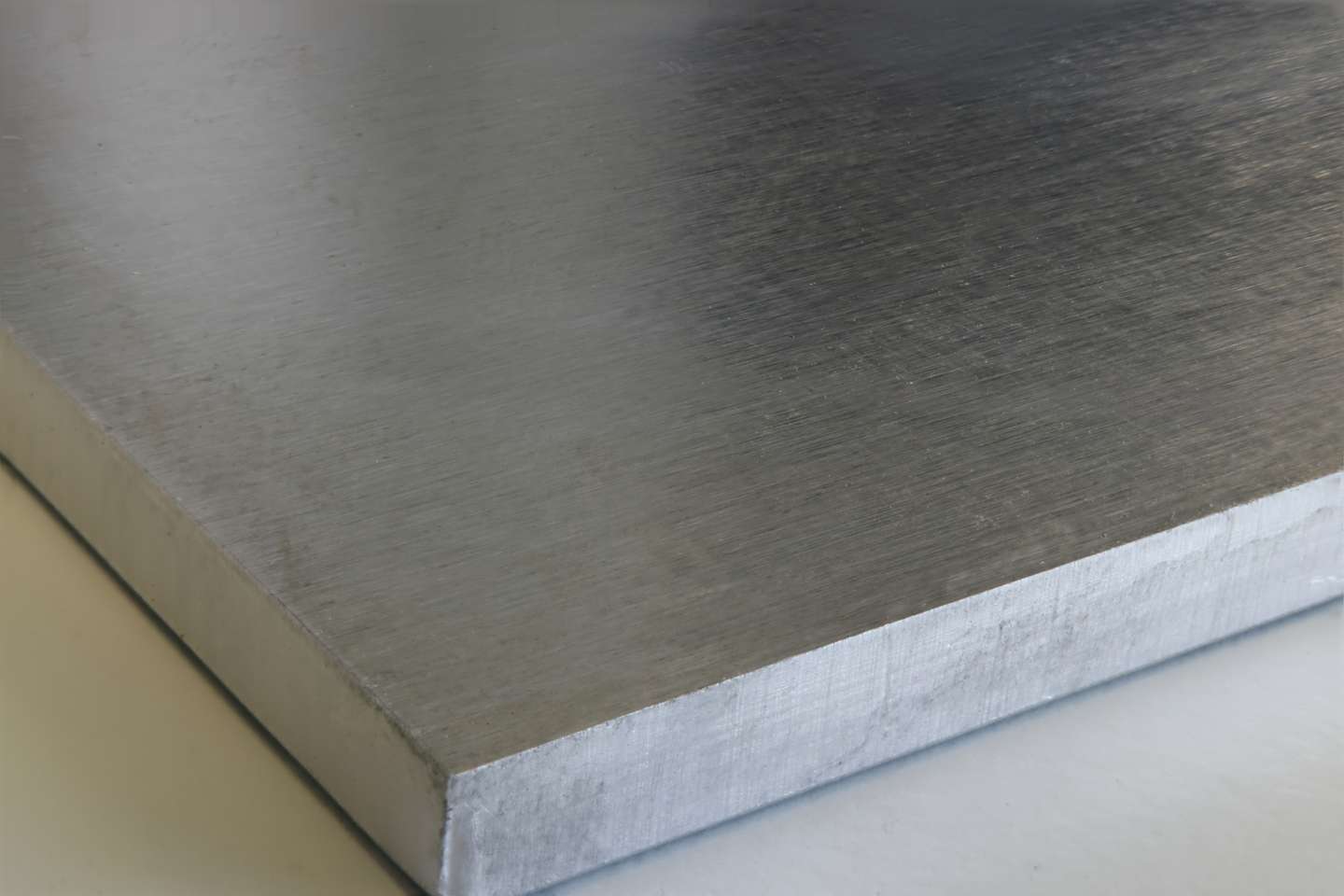
Productvoorbeelden uit onze productie
In onze productie ontstaan kanten met verschillende kenmerken, afhankelijk van de technische vereisten. Het loopt van een minimale radius tot een duidelijk zichtbare radius voor functionele toepassing.
Kanten breken is vrijwel altijd een eis indien de coating een gegarandeerde levensduur moet hebben. Een gegarandeerde levensduur van de coating is vaak een vereiste in de bruggenbouw, offshore werk en voor onderdelen die onder de EN 1090-uitvoeringsklasse 3 of hoger vallen.


Roterende borstels brengen in een beweging de radius automatisch aan

Staal
Materiaalsoorten:
- S235, S355, S420, S690, S700, Sendzimir, HB450, HB500
En nog veel meer
Staal project aanvragen→
Roestvast staal
Materiaalsoorten:
- RVS 304 (AISI 304 / 1.4301)
- RVS 316 (AISI 316 / 1.4401)
En nog veel meer
RVS project aanvragen→
Aluminium
Materiaalsoorten:
- AlMg3 (AW 5754)
- AlMg4.5Mn (AW 5083)
En nog veel meer
Aluminium project aanvragen→Daarom Tosec
- Snelle productie en efficiënte processen: Dankzij de modernste digitale technologie en gestroomlijnde organisatie voeren wij bestellingen in de kortst mogelijke tijd uit, of het nu gaat om enkelstuks of grote series. Prototypes zijn op korte termijn klaar, terwijl seriebestellingen kosteneffectief en in grote hoeveelheden worden geproduceerd.
- Nauwkeurige afwerking en veelzijdige mogelijkheden: Onze state-of-the-art processen maken het mogelijk om een grote verscheidenheid aan materialen zoals staal, roestvast staal en aluminium nauwkeurig te snijden en te bewerken. Door meerdere orders parallel te verwerken, verkorten we de productietijden en zorgen we voor een constant hoge kwaliteit.
- Individuele oplossingen en flexibele productie: Wij passen onze productiecapaciteiten individueel aan uw wensen aan en bieden oplossingen op maat. Langdurige samenwerkingen garanderen stabiele prijzen en een continue beschikbaarheid van materiaal voor uw bedrijf.
- Betrouwbare levering voor vlotte processen: Door geoptimaliseerde processen en goed georganiseerde logistiek zorgen wij ervoor dat uw bestellingen op tijd aankomen. Op deze manier zorgen we voor een vlotte productie en betrouwbare processen in uw bedrijf.
Gecertificeerd
Tosec is gecertificeerd door het Lloyds Register om materiaal dat is geproduceerd volgens EN 10204 3.1 en 3.2 opnieuw te markeren in overeenstemming met G0304. Dit stelt ons in staat om uw snijwerk met 100% traceerbaarheid te leveren. Dit is nodig voor producten die vallen onder ontwerpklasse 3 en 4 van EN 1090. Naast de machtiging voor het opnieuw stempelen is Tosec ook bevoegd om te voldoen aan EN 1090-2 EXC. 4 (Gecertificeerd) voor gelaste stalen draagconstructies.


Vergelijking van bewerkingsprocessen
Bij het snijden van plaatmetaal ontstaan, afhankelijk van het snijproces, verschillende soorten bramen. Deze ongewenste materiaalresten moeten worden verwijderd om een nette snijrand te kunnen garanderen voor een veilige verdere bewerking. In principe wordt er onderscheidt in snijprocessen gemaakt in twee categorieën, die elk een eigen soort braam genereren.
Brandsnijden
Bij het brandsnijden wordt staal tot de ontbrandingstemperatuur verhit en vervolgens met een zuurstofstraal verbrand. Het ontstane ijzeroxide en gesmolten metaal worden door de zuurstofstraal uit de snijvoeg geblazen.
Smeltsnijden
Staalsoorten die gesneden worden met inert gas zoals RVS en aluminium worden niet verbrand, maar gesmolten. Een gasstroom (bijv. stikstof) blaast het gesmolten materiaal naar beneden uit de snijvoeg.
Eigenschappen van de bramen:
- Bestaan voornamelijk uit slak (Verbrand staal)
- Broze, korrelige structuur
- Kunnen meestal gemakkelijk worden verwijderd, bijvoorbeeld met een koudbeitel
Eigenschappen van de bramen:
- Bestaan volledig uit het basismateriaal
- Zeer hard, vooral bij RVS
- Kunnen alleen mechanisch worden verwijderd, bijvoorbeeld met een haakse slijper
- Aanzienlijk arbeidsintensiever in de nabewerking dan slakbramen
De voordelen van kantenbreken
- Veiligere hantering: scherpe laserranden worden afgerond en het risico op snijwonden wordt aanzienlijk verminderd.
- Betere coatinghechting: een afgeronde rand biedt meer oppervlak en zorgt voor minder afbladdering. Lakken, poeder - en corrosiebeschermingscoatings hechten aanzienlijk beter.
- Langere levensduur: coatings voldoen beter aan de voorgeschreven beschermings- en duurzaamheidseisen, wat vooral van cruciaal belang is bij de bouw van brugger, offshore-toepassingen of bij hogere EN-1090-uitvoeringsklassen.
- Optimale verdere bewerking: het functionele oppervlak wordt verbeterd, waardoor het onderdeel zonder problemen kan worden bewerkt, vastgeklemd of gemonteerd.
- Hoogwaardige uitstraling: netjes afgebroken randen zien er professioneler uit en voorkomen ruwe overgangen bij die bij zichtbare onderdelen storend zijn.
- Efficiënte bewerking: buiten- en binnenranden inclusief uitsparingen kunnen in een keer ontbraamd worden, wat de productietijd aanzienlijk verkort.
- Passende montage: afgeronde randen voorkomen pasproblemen en vergemakkelijken de installatie.
Toepassingsgebieden en industrieën
In de loop van onze lange bedrijfsgeschiedenis hebben we waardevolle expertise opgedaan in de meest uiteenlopende branches. Een overzicht vind je hieronder.
Trailerbouw
Offshore

Machinebouw
Weg & waterbouw

Agrarische sector

Recycling

Andere bewerkingsmogelijkheden
Hier vindt u een selectie van de andere metaalbewerkingsprocessen die Tosec voor u uit kan voeren.

Kanten en zetten
Bij Tosec leveren we precisie op elke lengte. Bekijk onze kanten- en zetoplossingen tot 7,2 meter.
Naar kanten en zetten →
Frezen
Bekijk onze geavanceerde CNC- freesmachines met een bereik van 8.000 x 3.000 mm, en wat ze voor jouw project kunnen betekenen.
Naar frezen →
Overige bewerkingen
Hier vindt u een overzicht van
onze overige plaatbewerkingen.
Bij Tosec denken we graag met u mee over uw project
